【企业简介】
江西昌兴航空装备股份有限公司成立于2010年6月,注册资本一亿元,是一家专业从事航空航天工装设计制造、航空航天零部件制造、无人机机体结构制造等业务为主的民营航空企业。
公司总部位于景德镇高新区,占地140余亩。主营业务板块有零部件设计制造、工装设计制造、非标设备设计制造等。公司现有各类员工820余名,其中研究员、高级工程师、中初级专业技术人才和各类技能人才200余名。
公司已获得国军标质量管理、ISO9001+AS9100D质量管理体系认证、“军工三证”、国家高新技术企业、国家“专精特新”小巨人企业等诸多资质,成为国内所有航空主机厂、中国商飞、航天科研院所、中国航发及行业企业的协作厂家,承担了诸多的航空工装、复合材料零部件、飞机结构零部件的生产制造任务,是江西省乃至全国研发和制造实力领先的民营航空企业。
公司高度重视科技创新和产品创新,研发了54项新产品及新技术,包括6项发明专利、16项审中发明专利、22项实用新型专利及26项省级重点新产品,并斩获江西省优秀新产品一等奖2项,二等奖4项,三等奖3项。
十余年砥砺奋进,奋斗为春华秋实。公司研制的直升机柔性梁自动化成型工艺装备、热隔膜机等高端装备实现了国产化;复合材料成型模具表面涂层工艺、复合材料共固化成型工艺等诸多成果填补了国家技术空白,取得了重大突破,获得国家发明专利和江西省新产品奖,并得到了航空航天主机厂和行业协作厂家的广泛认可。公司研制的复材金属化模具及可调工装,既提高了复材材质的型板使用寿命,又可以改变工装回弹角,极大提升了研制效率、压缩了制造成本。通过以上技术的升级、装备的研制,近三年公司经营业绩均实现了稳步增长,并先后被授予全国工人先锋号、江西省五一劳动奖状、江西省国防科技工业先进单位、景德镇市工业企业纳税二十强等诸多荣誉。
主营业务板块有零部件设计制造、工装设计制造、非标设备设计制造等。产品主要有航空工装、复合材料零部件、飞机结构零部件等。
本设备为本厂自主研发,主要用于C型梁、L型长桁等复材零件的预成型。本设备长X宽为17000mmX2200mm,有效加热区域为12500mmX1500mm。
特点:
1、设备自身可实现自动抽真空制袋,无需人工制袋,节省大量时间,大大提高生产效率;2、设备自身携带红外加热装置,温度在20-120°之间可控调节,可用于产品预固化成型;3、设备上模为一层特制薄膜,可实现对不同形状的产品进行制袋;6、复合材料零件制造成本低;设备可适用C型梁类、L型长桁、T型长桁、H型梁等零件的预固化成型。预计可年产C型梁2000件,L型筋4000件,T型筋2000件。特点:
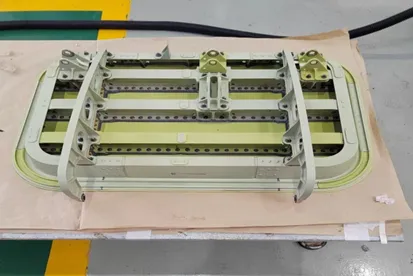
1.碳纤复合材料模具的热膨胀系数与成型构件的热膨胀系数大致相匹配,很好地保证了产品尺寸和型面精度,且模具重量轻;2.工装轻,易搬运、转移,但脆性大,机械加工困难,价格也比较贵。针对U、V类的复材构件,可设计镍沉积的可调工装来解决生产中零件回弹的问题。整套可调工装分三个部分:底框、调节装置、型板。复材构件固化成型后,三坐标测量型面,根据零件回弹数据,调整模具的回弹角,再次做产品从而得到满足要求的复材构件。
特点:型面可调节。利用此工艺可以节省再次开模的制造费,且缩短了复材产品的工艺研发时间。但镍沉积型板成型较难。
舱门作为一种飞机常见的可动件、易损件,需保证其可换性。由于某机型为两用飞机,且设计要求能在海面起降会经常接触高腐蚀性的水体,对门体密封、涂漆都有极高要求,门体设计结构紧凑且强度要求高,安装紧固件时需要使用多种不同的铆接方法。
某机型机身中有多个机身框参与支撑机身,其中某框上需要安装投水门铰链支座,用于安装和控制投水门的开合。
特点:机身框作为主要的受力件,零件壁厚较厚,安装紧固件数量多、尺寸大,对制孔和铆接的垂直度有较高要求。
直升机前梁为H型结构的层压件,前端腹板面较大,后端腹板面急剧变小,成一种长条形结构。
特点:零件成型模由上、下模体及2个挡块块构成,需先在上、下模体分别上铺贴,然后将上、下模体合模以后再进行铺贴,再整体合模制袋进罐固化,较一般层压件成型更为复杂。
产品为C形梁结构,缘条面还有曲度。
特点:产品缘条面的曲度增加了模具设计的难度,对变形补偿计算需要更精确。
C型框采用C型腹板与L型立筋单独铺层方法,分别在主模体与复材盖板上进行铺层。
特点:C型框腹板、L型立筋分别使用成型模、复材盖板进行铺层,复材盖板及硅胶软模的结构设计, 铺贴模铺层时,使用激光定位仪,简化了工人操作,降低了人为缺陷概率。
1.C型腹板及L型立筋所有表面、内外缘条R角要保证成型质量,较难控制,设计了一件AirPad+碳纤的复材盖板解决了此问题;2.C型框呈半圆型,角度随曲率变化,铺层中纤维方向较难保证,在铺层时,对拼搭接要求较高,通过软件来进行铺层设计,确定纤维方向以及铺层的拆解、错层和每层预浸料铺贴的位置再用激光投影仪进行铺层操作,提高工作效率,又减少了人为失误保证了铺层的精度。H型梁长度9000mm,尺寸较大,长度方向厚度变化较多且缘条面存在负角。零件采用了上下模的方式进行成型,下模工装材料为INVAR、上模工装材料为碳纤,铺层完成合模后进热压罐固化。
特点:工装上模采用碳纤分块制造,相比金属上模的设计方式,复材上模受压更好,且重量轻,零件内部成型质量比金属上模成型方式的要好。
2. 零件较大导致自动铺带到热隔膜的转移过程困难; 3. 热隔膜成型过程中,能否一次热隔膜成型到位,厚度差较大易带来褶皱以及R角减薄效应无法避免; 6.零件尺寸较大,且厚度变化较大,导致厚度及轮廓度很难控制。针对以上问题,通过不断的优化制造方案,最终制造了合格的零件。模具表面由于是复合材料,在生产复合材料构件时,不可避免的会对模具成型表面造成划伤,后期比较难于修复;复合材料制造的成型模具成本高昂,一般使用100架次,造成其平摊成本高。通过在复合材料构件成型模具表面镀一层金属的方法来解决传统复合材模具的缺点,如图所示,为我司制造的某机翼前缘镍沉积复合材料成型模,背部设计复材框架。
由于尺寸大,结构复杂,装配尺寸多,加工周期长,难度大。车间通过高精度龙门式五轴和大型立车相互穿插配合,已实现了此类零件的批量滚动高效稳定生产。
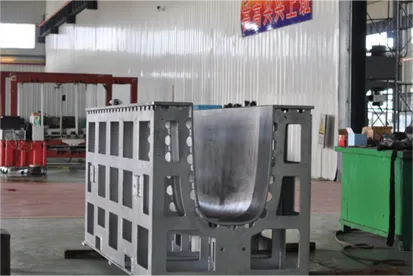
此安装型架共含15套工装,任务内容包括设计、工艺及制造。特点:工装设计时充分考虑产品上架安装方便,将安装框架设计成一个固定、一个活动。在产品上架时,将活动框架研导轨滑开,使得产品能顺利吊装上架,方便工人操作,简化上架难度。产品吊装到位后,将活动框架移动到固定位置,用插销将活动框架固定。
1、由于有活动框架,导致底框尺寸加大,为了保证能顺利运输,所以设计将底框分为2份组合。调装时要充分调平两个底框平台,否则活动框架活动会很困难,达不到设计活动框架的目的。2、为了保证活动框架和固定框架的刚性和调装后的精度,活动框架和固定框架都设计成一体式框架,而且由于进气道形状的特殊性,导致框架外形较为扭曲,加大了加工难度。此为航天彩虹某整机型号全型系列装配及检验工装的设计及制造。
特点:
1.工装左右件采用共用一套框架,部分零件共用,减少了加工成本、加工时间,同时满足使用条件;
2.其大型框架采用分体式充分减少了加工难度;
难点:
1、检验工装中有多套标准接头检验工装,加工及调装进度极高,采用激光调装,用三坐标进行检测验证,确保检验工装的合格及准确性;
2、总装工装较大、较重,长12米,框8米,重达20吨,后期吊装发货困难;
3.有些型架里面有大量小型框架组成,导致后期累积误差较大,增加了调装难度;
【发展前景】
未来三年,我们昌兴航空将恪守“人才兴企、创新引企、文化强企”的发展战略,坚守“立志一流、追求卓越”的发展理念,坚持做强航空航天零部件制造一大主业,实现“研发与制造”的“两翼齐飞”,带动新型材料研发、大型工装制造、航空零部件检测等三个板块,做优做强主业,提升规模实力,将昌兴航空打造为一个集团化、现代化的航空企业。