Journal of Materials Research and Technology-JMR&T|6.7|新锐分区1区| Q1|
导读
由于传统电弧焊的热输入积累和热变形较大,厚板焊接面临挑战。超高功率激光焊接凭借其高熔深、高精度和高效率,成为厚壁结构制造中极具前景的方法。本研究系统性地开展了使用30千瓦光纤激光焊接设备对20毫米厚Inconel 690合金的焊接工艺参数研究。探究了焊接参数对厚板焊缝成形的影响,发现激光功率和焊接速度决定了液态金属的重量,而离焦量则影响液态金属在熔池中的迁移距离。通过工艺优化,有效解决了焊缝根部下塌和焊穿等焊接缺陷,获得了成形良好的焊接接头。经射线检测,该接头在核用合格标准下显示出优异的焊接质量,无气孔和裂纹。通过熔池动力学,系统研究了显微组织与性能之间的相关性。沿着焊缝厚度方向,焊缝显微组织呈现显著的不均匀性:焊缝正面和背面附近的晶粒尺寸较大,而中部区域的晶粒尺寸较小。在焊缝中部的枝晶间观察到更多细小的TiN析出相,而在正面和背面则较少。这一观察结果与硬度分布趋势一致。焊缝中部区域的硬度达到205 HV,比表层区域高出约20.6%。
主要图表
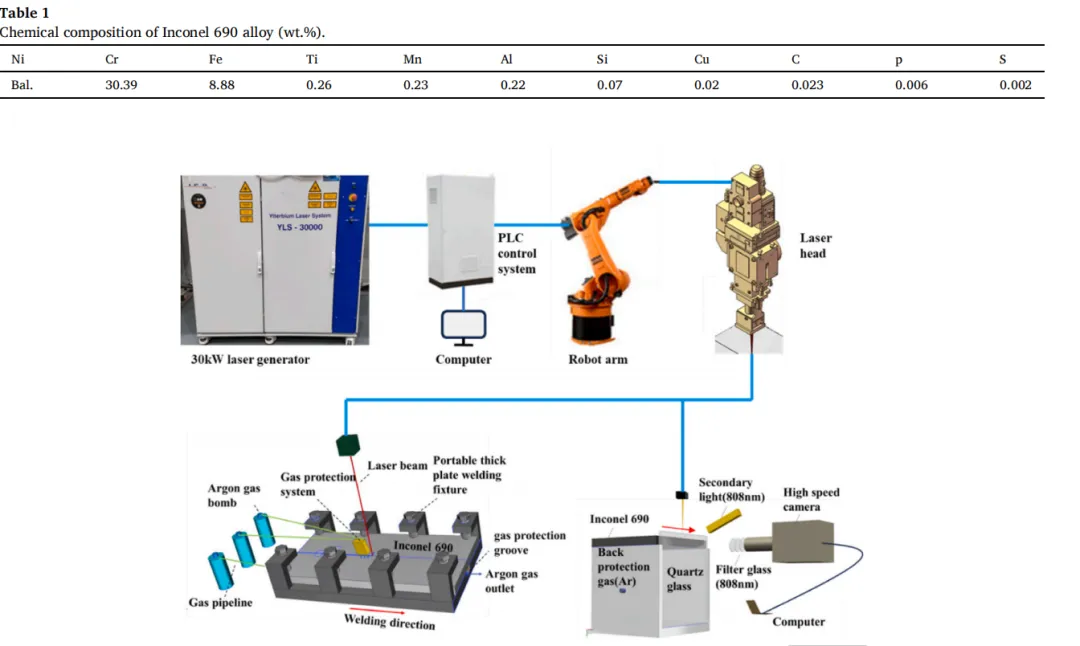
图1. 超高功率激光束焊接系统及其组件。
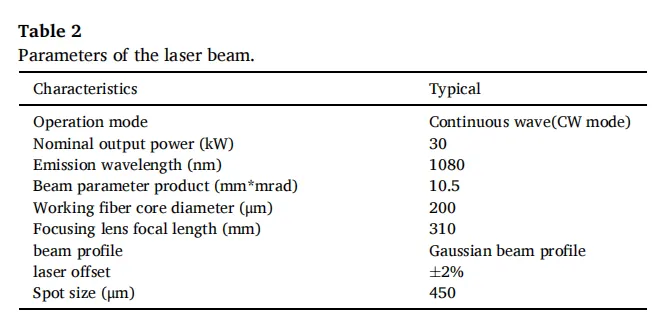
图2. 厚板焊接准备及工艺流程。a) 厚板夹持工艺;b) 前后保护气体装置;c) 厚板30 kW激光焊接工艺。
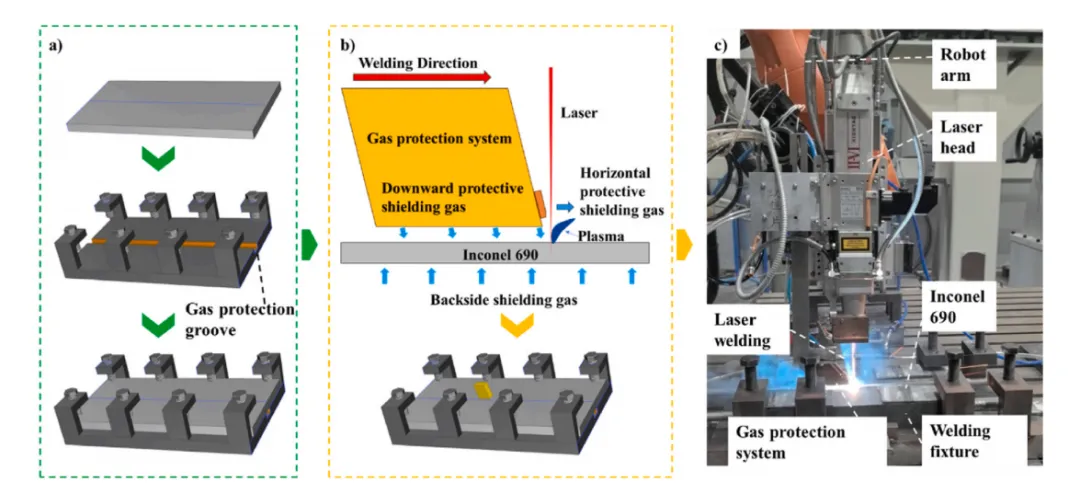
图3. 微观结构与拉伸试样。a) 采样位置;b) 微观结构试样规格;c) 拉伸试样规格。
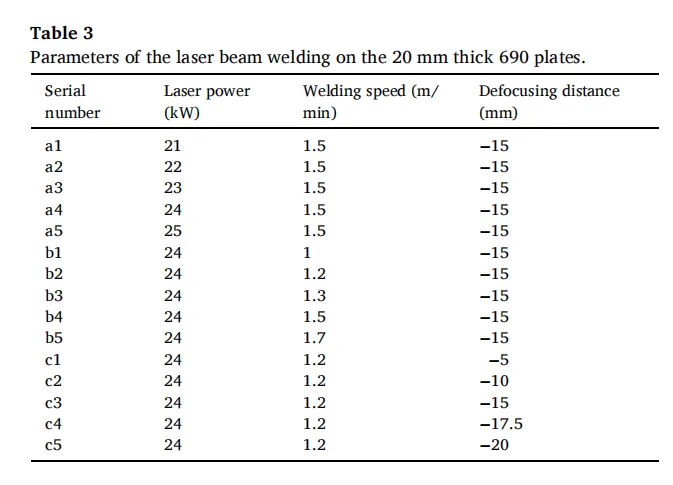
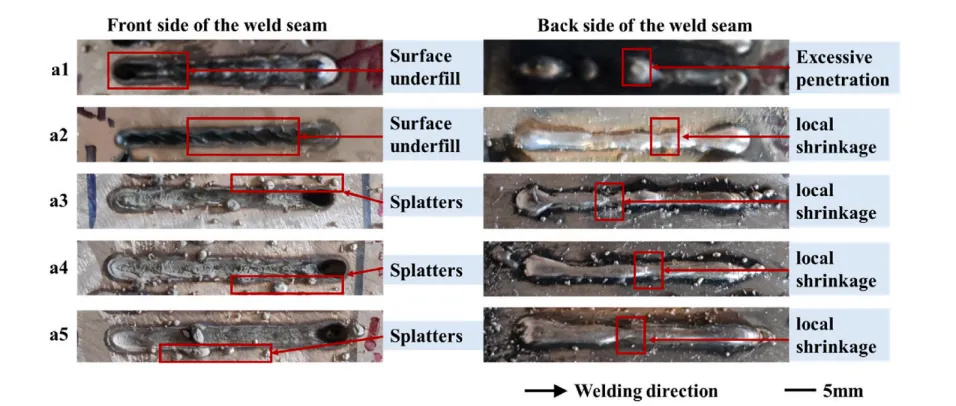
图4. 不同激光束功率下焊缝的宏观形貌。
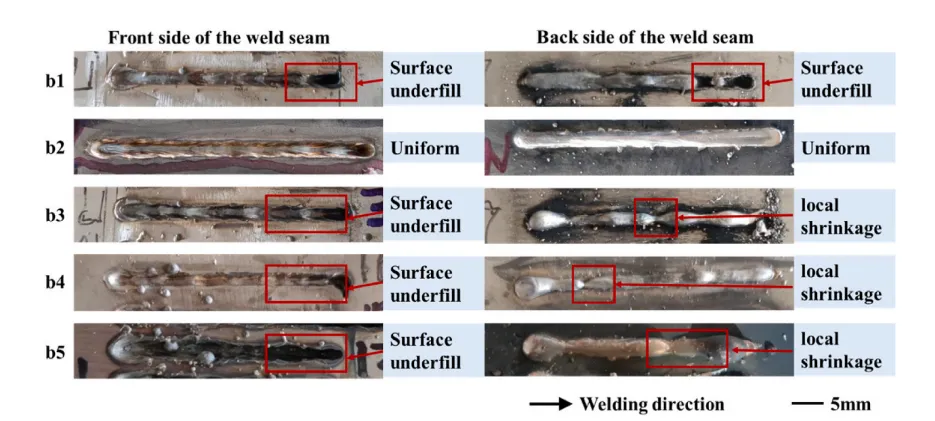
图5. 不同激光焊接速度下焊缝的宏观形貌。
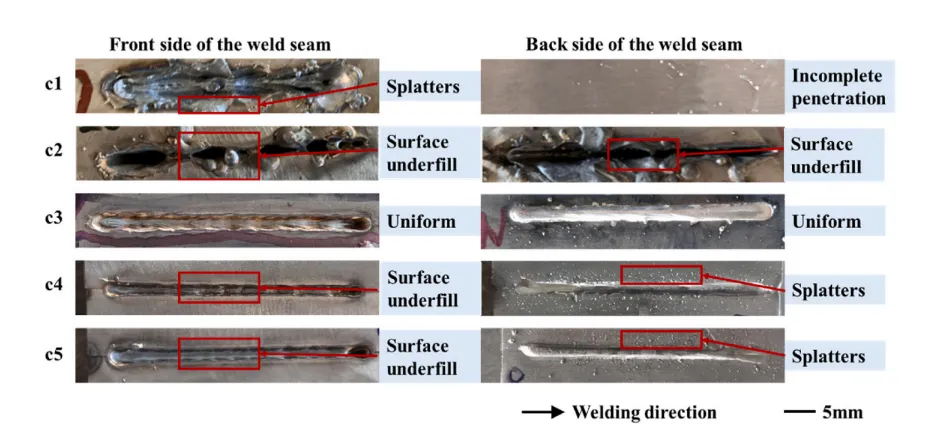
图6. 不同激光离焦距离下焊缝的宏观形貌。
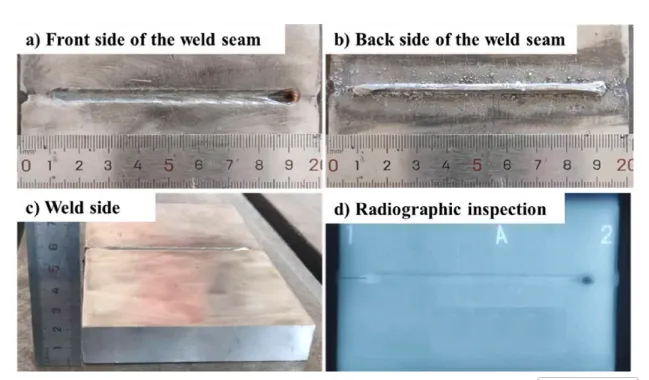
图7. 焊接形态与无损检测结果。a) 焊缝正面;b) 焊缝背面;c) 焊接面;d) 放射线检测。
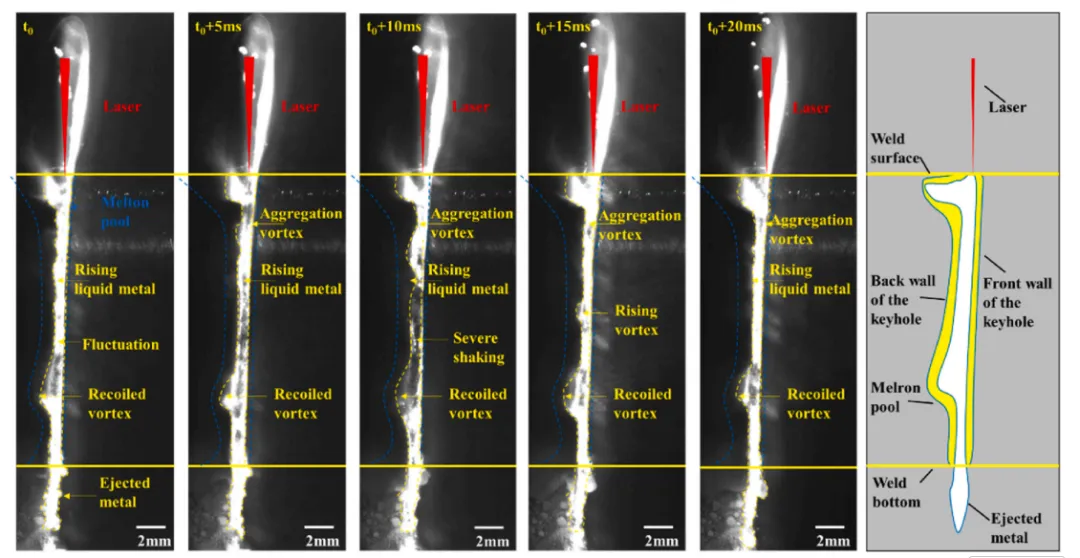
图8. 超大功率激光束焊接的高速摄影图像
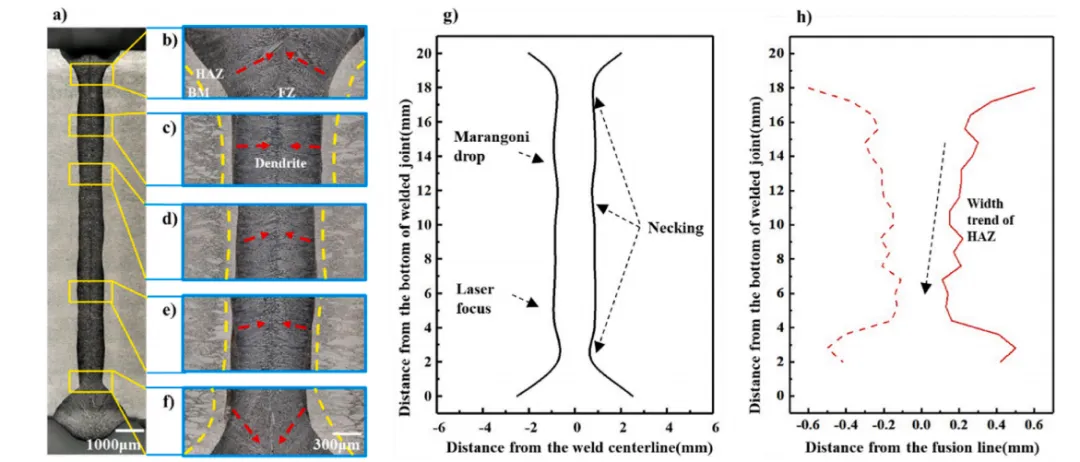
图9. 焊接接头宏观形貌及焊缝宽度统计分析。a) 焊接接头横截面金相显微图像,显示焊缝背面不同熔深区域:b) Z=17-18 mm区域;c) Z=14-15 mm区域;d) Z=7-8 mm区域;e) Z=4-5 mm区域;f) Z=1-2 mm区域;g) 焊缝前沿(FZ)宽度统计;h) 单侧热影响区(HAZ)宽度统计。
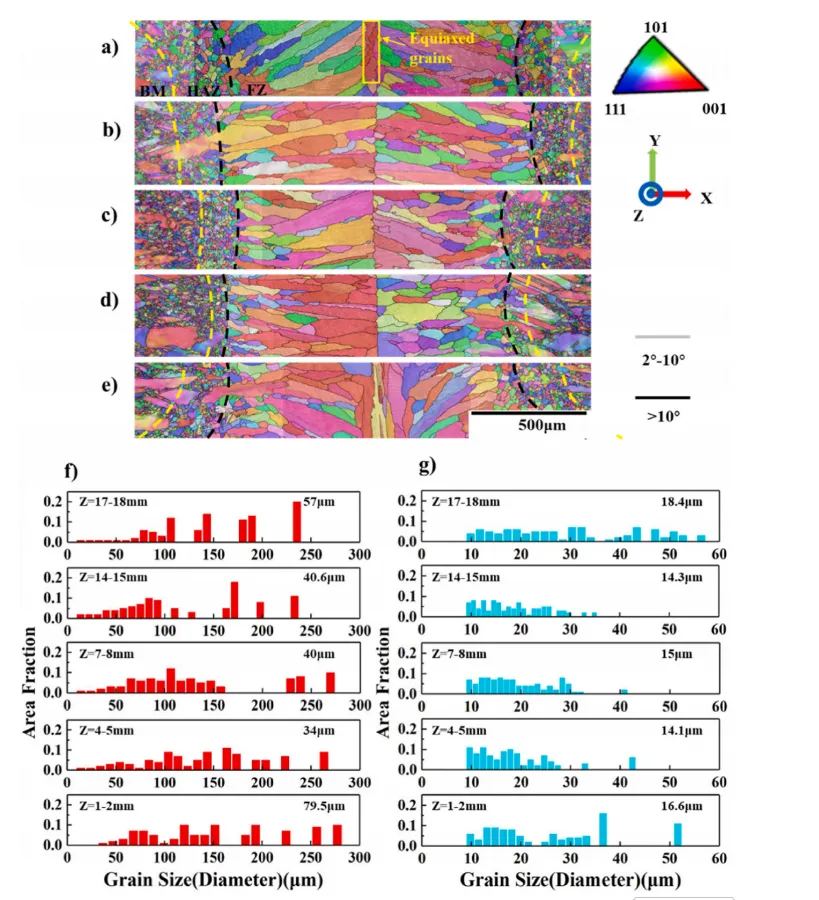
图10. 焊接接头不同深度处的晶粒特征对比:a) Z=17-18 mm区域;b) Z=14-15 mm区域;c) Z=7-8 mm区域;d) Z=4-5 mm区域;e) Z=1-2 mm区域;f) FZ区不同深度焊接接头的晶粒尺寸分布统计;g) HAZ区不同深度焊接接头的晶粒尺寸分布统计。
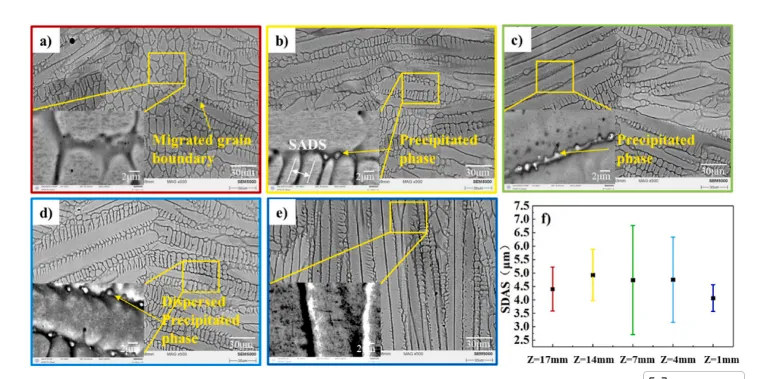
图11.焊缝底部不同深度处焊接接头的显微组织特征。a)Z=17-18mm区域;b)Z=14-15mm区域;c)Z=7-8mm区域;d)Z=4-6mm区域;e)Z=1-2mm区域;f)不同深度处焊接接头的二次枝晶臂间距(SDAS)。
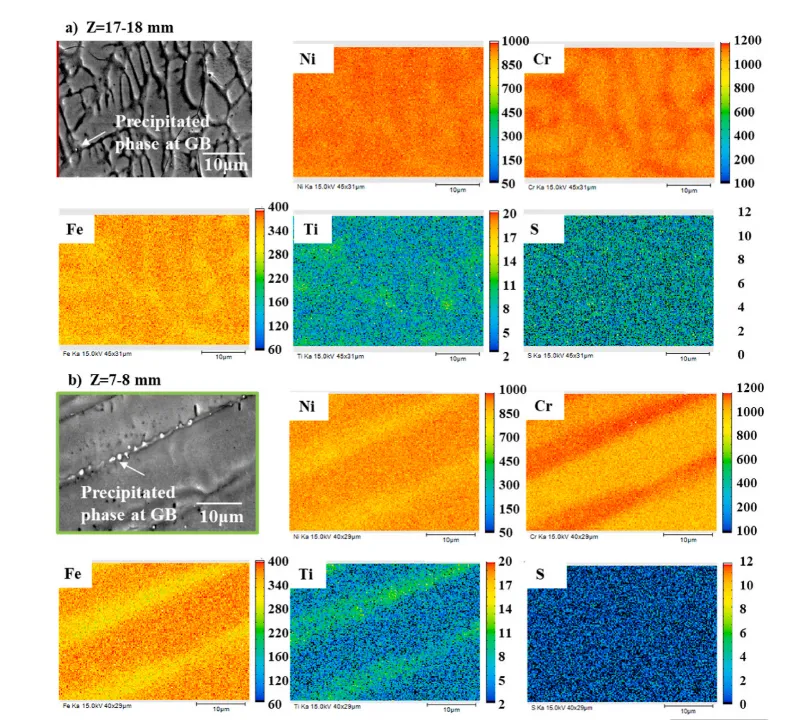
图12. 焊接接头不同深度处的元素分布。a) Z = 17-18 mm区域;b) Z = 7-8 mm区域。
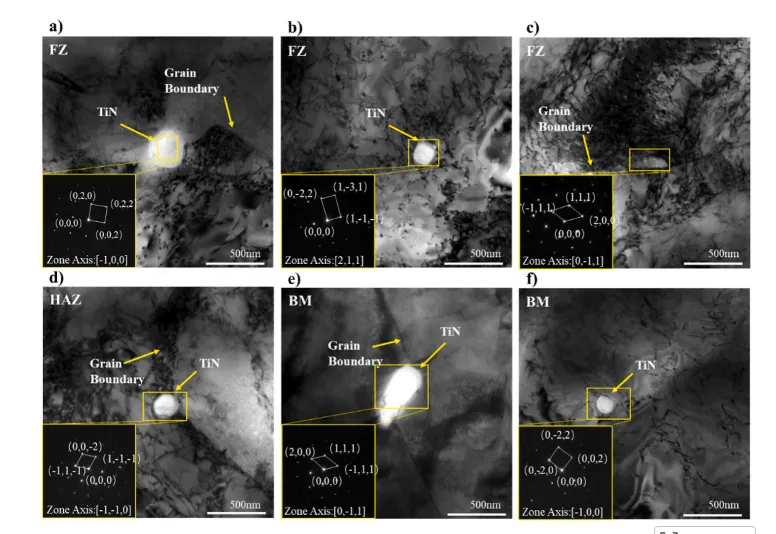
图13. 不同区域焊接接头中析出相的组成与结构。a)-c) 热影响区(FZ)中的析出相;d) 热影响区(HAZ)中的析出相;e)-f) 基体金属(BM)中的析出相。
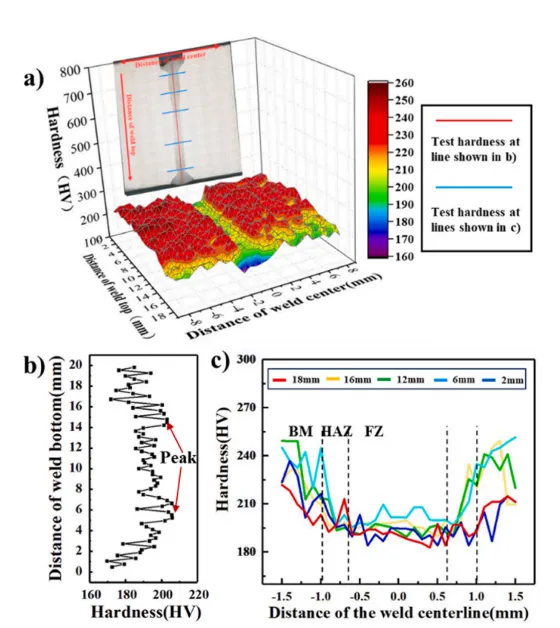
图14. 焊接接头横向与纵向方向上的硬度梯度分布。a) 焊缝截面硬度分布示意图;b) 焊缝组织区(FZ)沿深度方向的硬度分布;c) 不同深度处的焊缝硬度分布。
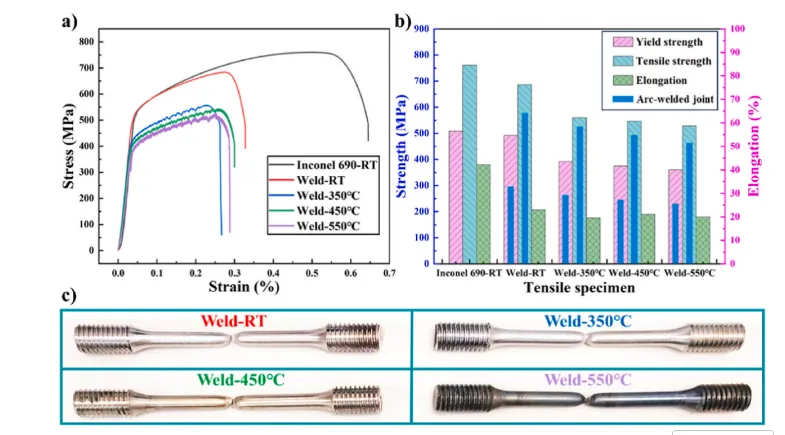
图15. 焊接接头的拉伸性能。a) 焊接接头的拉伸应力-应变曲线;b) 焊接接头屈服强度、抗拉强度及延伸率的统计分析;c) 拉伸试验后的断裂试样。
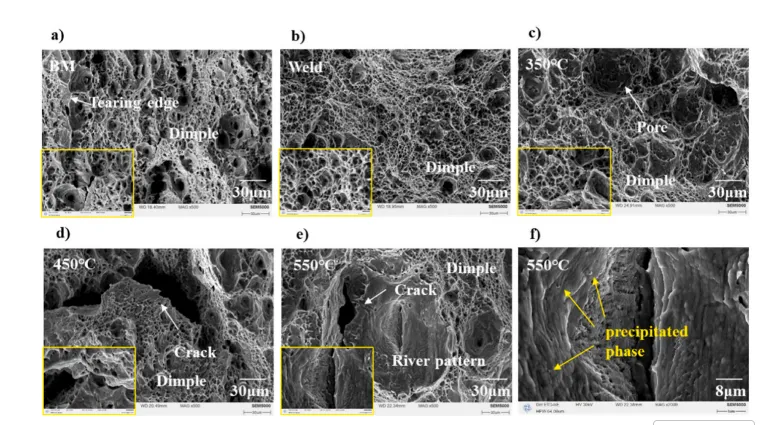
图16. 拉伸断裂特性。a) 骨髓(BM)试样;b) 室温下焊接试样;c) 350°C下焊接试样;d) 450°C下焊接试样;e) 550°C下焊接试样;f) 断裂面中的析出物。
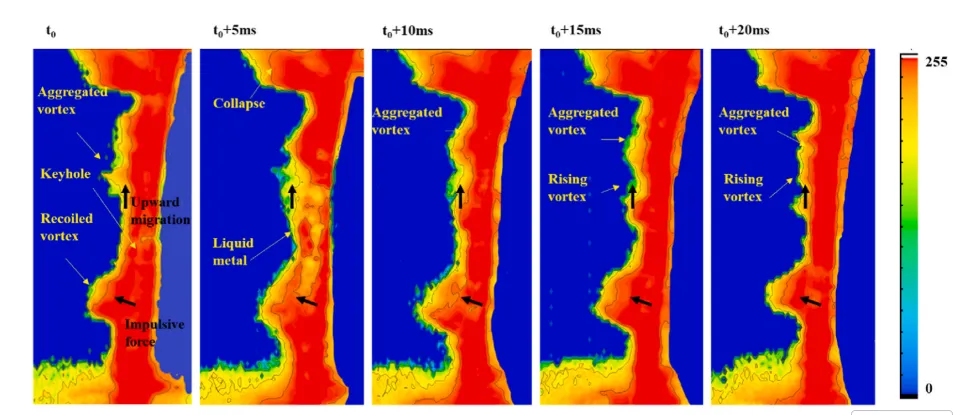
图17. 色度反转后熔池流动的灰度图像,蓝色区域的灰度值接近0,黄色和红色区域的灰度值>0。
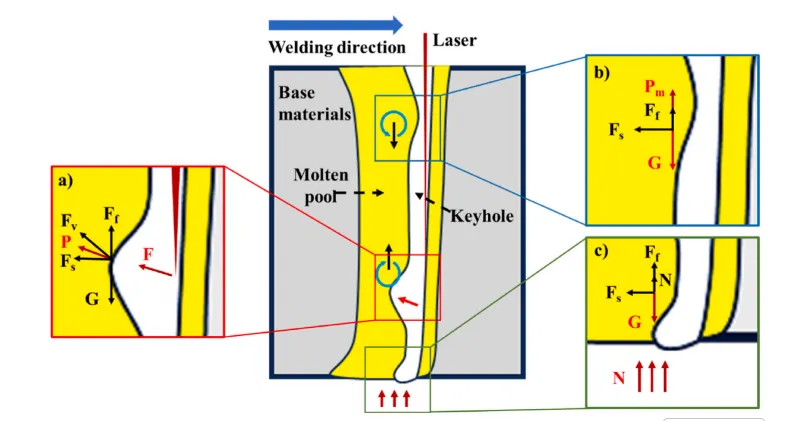
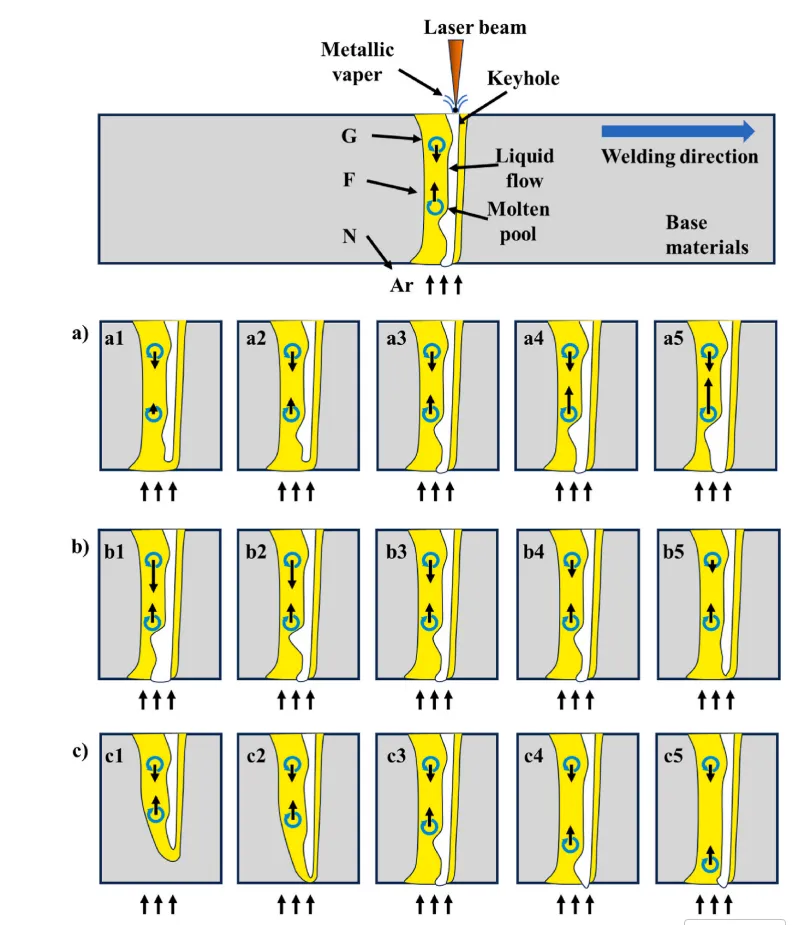
图18. 熔池不同位置处的作用力分布。a) 回弹涡流区;b) 聚集涡流区;c) 焊缝底部。Fs表示金属蒸气与熔池之间的表面张力,Ff表示金属蒸气与熔池间的摩擦力。Fv为激光束传递至键孔后壁的回弹压力。Pm代表熔池压力,F表示激光回弹力,G代表熔融金属重力,N表示氩气保护压力。
图19. 超大功率激光焊接厚板熔池流动形成机理。a) 激光功率系列参数;b) 焊接速度系列参数;c) 脱焦距离系列参数。
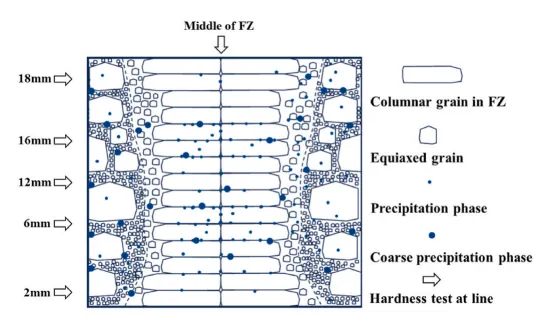
图20. 焊缝中晶粒及沉淀物尺寸与分布示意图。
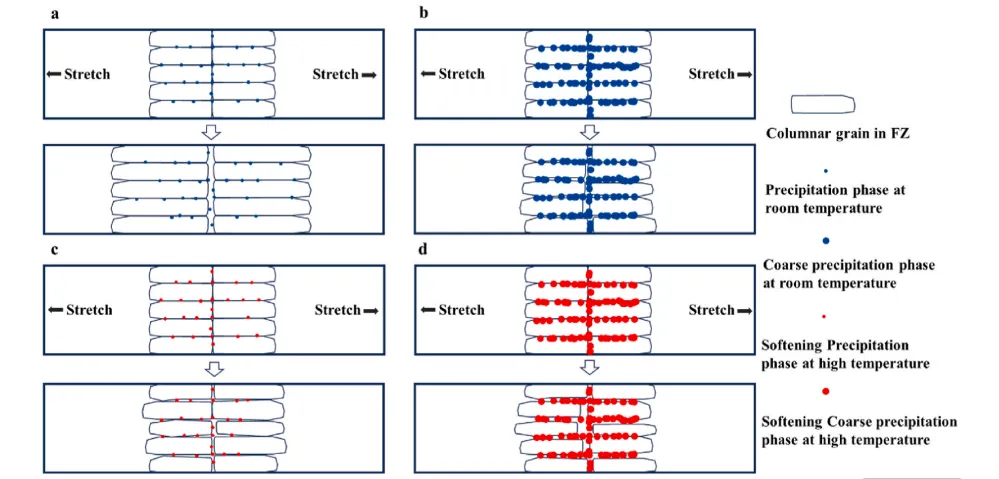
图21. 拉伸断裂机制。a) 细小析出物在室温下的拉伸断裂机制;b) 粗大析出物在室温下的拉伸断裂机制;c) 细小析出物在高温下的拉伸断裂机制;d) 粗大析出物在高温下的拉伸断裂机制。
主要结论
在本研究中,首次采用30千瓦超高功率激光束焊接,在氩气保护环境下实现了20毫米厚Inconel 690合金的单道自熔焊接,证明了超高功率激光束焊接对于大厚度Inconel 690的可行性。主要结论如下:
研究了不同焊接功率、离焦量和焊接速度对20毫米厚Inconel 690合金板高功率激光自熔焊成形的影响。获得了优化的焊接工艺参数,包括激光功率24千瓦、焊接速度1.2米/分钟、离焦量-15毫米。采用此参数,实现了20毫米厚Inconel 690合金的单面焊双面成形,焊接接头正反面表面成形均良好。X射线检测结果表明,焊缝质量满足ASME III NB核级部件标准。
建立了690合金厚板超高功率激光焊接的熔池模型。焊接接头呈现独特的 "I"型双凸形貌。其中,焊缝中部(Z = 4-5毫米和14-15毫米处)的两个反向旋转涡流,是由熔池重力、表面张力与激光反冲力共同作用形成的。在这两个反向旋转涡流区,由于液态金属的局部驱动和堆积引起的熔池搅拌作用,该区域析出相的密度显著增加,且晶粒尺寸相对细化。
由于沿超高功率激光焊接接头深度方向存在析出相与晶粒尺寸的不均匀性,焊缝中部区域的硬度达到最大值205 HV,比焊缝近表面和底部区域约170 HV的硬度高出约22%。激光焊接接头具有良好的力学性能,其抗拉强度比传统电弧焊接头高20-40%,这主要归因于激光焊缝中细密分布的TiN网状组织,该组织限制了晶界滑移并增强了晶界结合力。
主要信息
Achieving of ultra high power laser deep welding for 20 mm thick Inconel 690 alloy: Process optimization, non-uniformity of microstructure and mechanical properties
https://doi.org/10.1016/j.jmrt.2026.02.072
本文版权归原作者所有,仅供交流学习之用,最终解释权归本公众号(激光制造研究)所有。欢迎课题组招生、文章宣传、招聘等各类信息的投稿(免费)。

 10个月宝宝每天需要喝多少奶粉?
10个月宝宝每天需要喝多少奶粉?
