经过数十年的发展,我国已经成为镁合金半固态压铸方向最大的研究国和产业国。随着新能源汽车蓬勃发展,镁基材料也迎来广泛的应用市场。对于半固态压铸镁基材料的开发和成形,总体呈现以下趋势。
(1)通过开发新的材料成分体系,克服镁基材料本身存在的绝对强度和耐蚀性的缺点。同时,对已有的高性能镁基材料进行成分优化,使其适用于半固态成形。
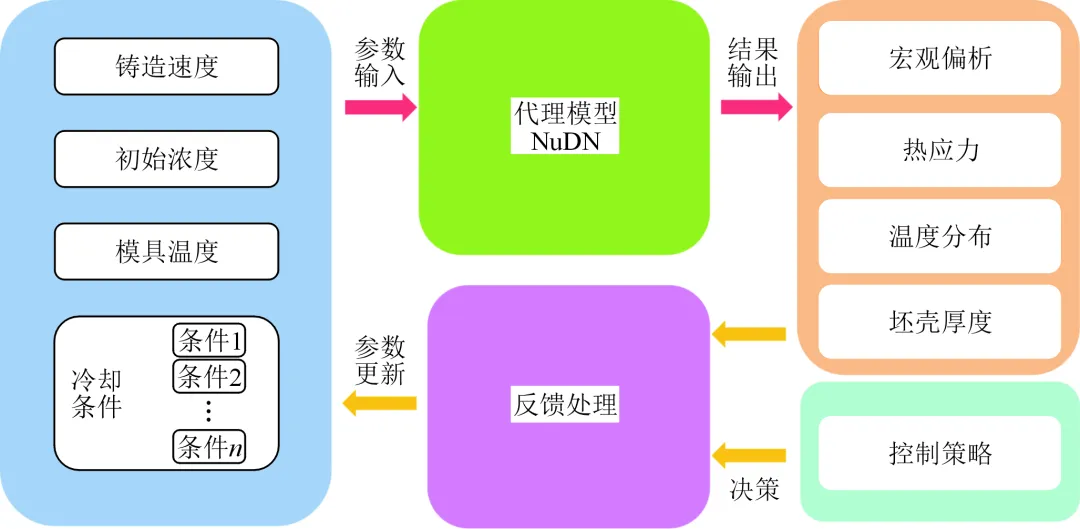
(2)基于大数据模型、机器学习等手段,对半固态成形过程中组织变化、最终力学性能做出预测,从而指导实际生产。
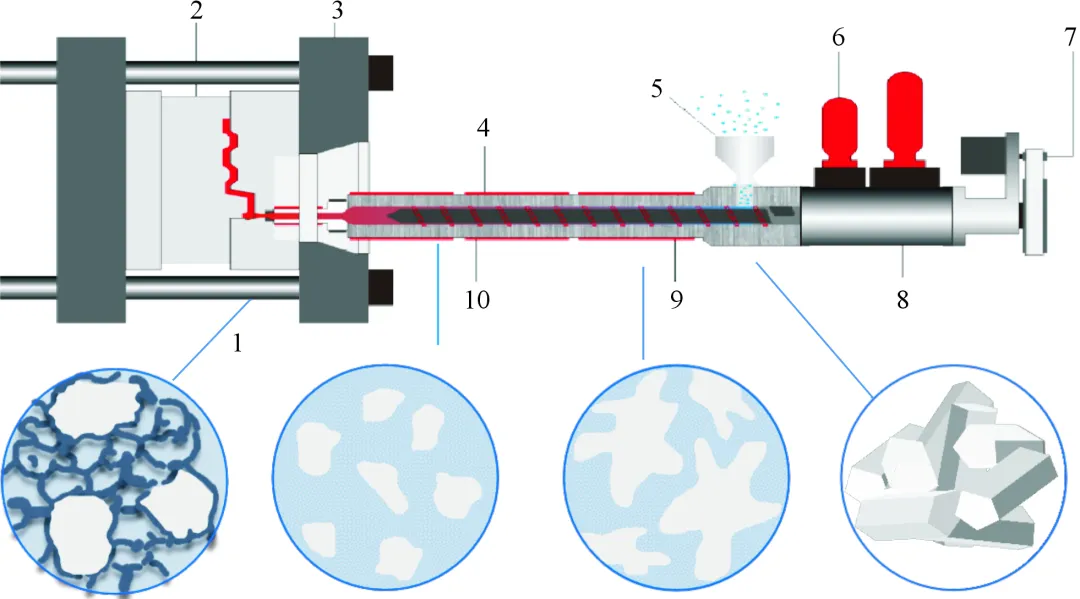
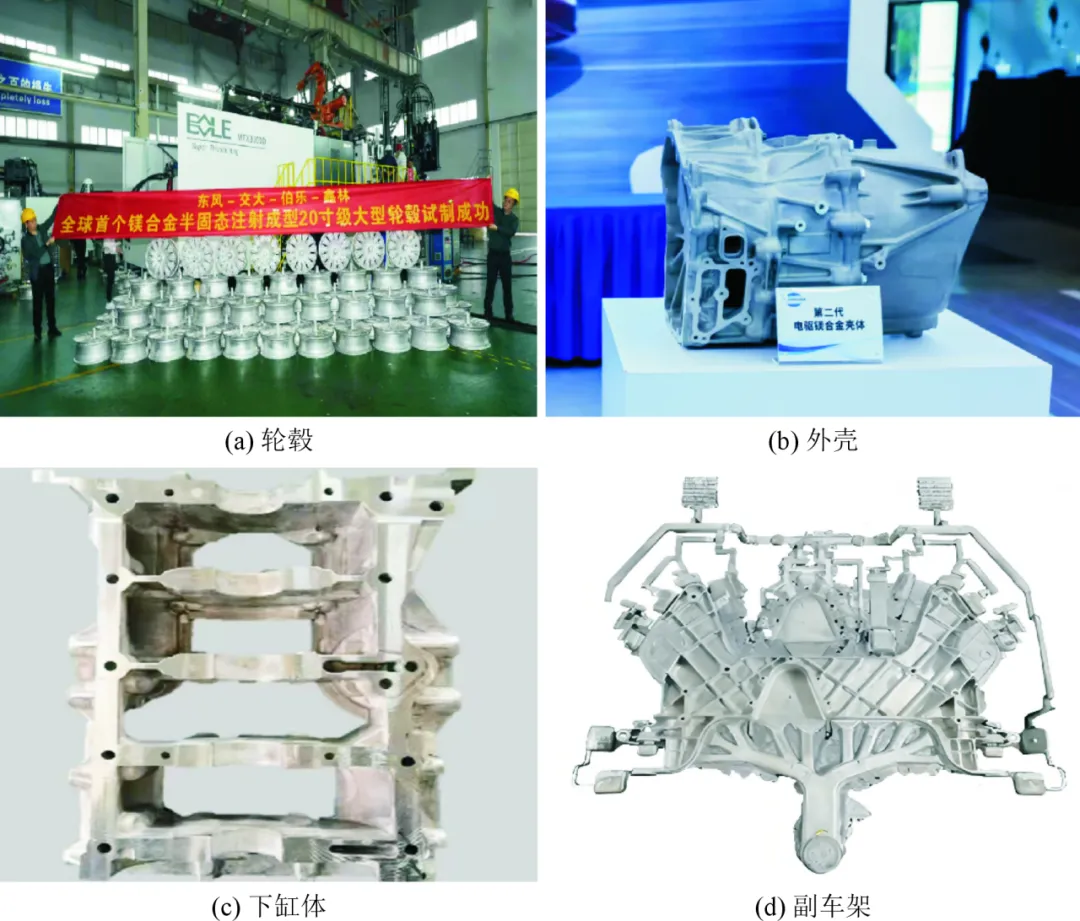
(3)开发先进镁基材料半固态成形设备,进行一体化压铸大型结构件的试制和应用,以满足新能源汽车轻量化的需求。
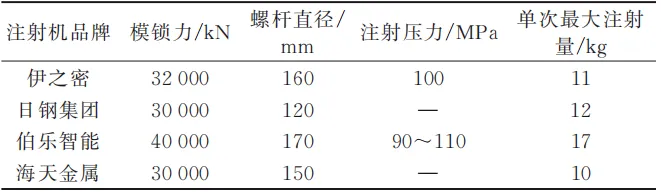
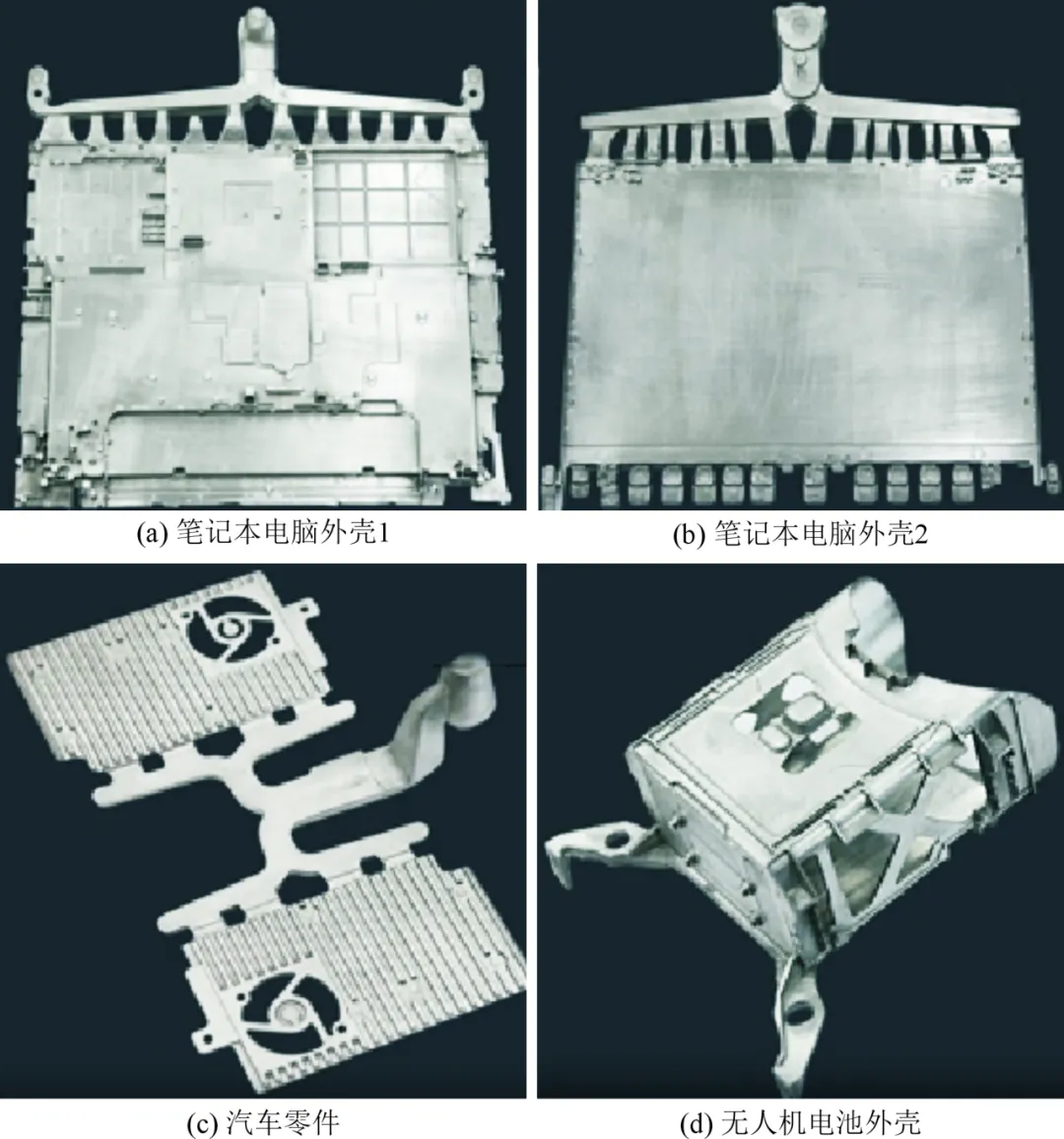
(4)半固态注射成形蓬勃兴起,许多企业展开了大规模的镁基材料半固态压铸件的试制,但仍需要对工艺不断优化,并对后续使用中安全性、经济性、绿色性进行不断考察,使半固态镁基材料铸件获得广泛的应用。