NiTi形状记忆合金具有良好的形状记忆效应、相变塑性、超弹性,被广泛应用于生物医学、汽车和航空航天工业等领域[1-3]。NiTi形状记忆合金的形状记忆效应和超弹性效应与奥氏体(B2)和马氏体(B19')之间的无扩散相变有关,分别对应温度诱导相变和应力诱导相变[4]。Ti6Al4V是最常用的钛合金,在航空、生物医学、汽车等领域均有应用,这归因于其出色的力学性能以及极高的比强度、生物相容性和防腐蚀特性[5]。随着NiTi SMA应用领域的不断扩展,单一的NiTi SMA构件很难满足多功能构件的需求,急需一种异种材料连接技术,将不同的材料优势集成到单个组件中,进而满足产品不同部位的要求。NiTi SMA/ Ti6Al4V复合结构的高尔夫球杆兼具钛合金高的比强度、优异的耐蚀性和NiTi SMA的超弹性,NiTi SMA/Ti6Al4V复合结构明显提升了高尔夫球杆的性能,可以获得更高更远的击球效果[6]。然而NiTi SMA和Ti6Al4V在热物理性质和冶金方面存在较大差异[7],易生成Ni3Ti、Ti2Ni和Al3Ti等金属间化合物(Intermetallic Compounds, IMCs),导致接头开裂和失效,最终恶化接头的力学性能。IMCs和残余应力诱导的凝固开裂使NiTi/Ti6Al4V的熔焊和钎焊具有挑战性[8-11]。同时,NiTi的焊接过程中出现了NiTi相变和相变温度的改变,以及NiTi超弹性和形状记忆效应的变化[1]。NiTi形状记忆合金的焊接除了焊接接头质量和力学性能应达到要求外,其接头处的形状记忆效应和超弹性也应满足特有的功能特性[12-13]。
在固态焊接过程中,由于热输入量较低和冶金反应区域受限,金属间化合物的形核生长过程受到有效抑制。截至目前,国内外学者已经做出了一些努力来减少或理想地解决NiTi/Ti6Al4V固相焊接的问题,NiTi/Ti6Al4V固相焊接的方法包括超声波焊接[14]、搅拌摩擦焊[15]、扩散焊接[16-17]和电磁脉冲焊接[18]。Xie等[14]通过超声波点焊工艺将Ti6Al4V合金和TiNi SMA的异种材料与Al夹层成功连接,在Al涂层和TiNi SMA的界面处没有检测到明显的反应层,接头在Al涂层与TiNi SMA的界面处失效,呈脆性断裂模式。在反热辅助搅拌摩擦焊过程中,储备变形和摩擦热的热-机械耦合作用促进了Ti2Ni金属间化合物的形成和长大,当预热温度为200 ℃时,获得了无缺陷的接头[15]。Cavaleiro等[16]通过直流磁控溅射法在母材对接面沉积了不同厚度的Ni/Ti等原子比且相间交替的Ni/Ti纳米层,通过调控反应辅助扩散焊的扩散温度和Ni/Ti反应层Ti2Ni的厚度提升了NiTi/ Ti6Al4V焊接质量。Ye等[18]利用电磁脉冲焊(Electromagnetic Pulse Welding,EMPW)技术连接NiTi/ Ti6Al4V,通过单独添加纯Al或Ni夹层,抑制了金属间化合物的形成,实现了NiTi/Ti6Al4V的有效连接。
EMPW作为一种固相焊接方法,焊接时间只有十几μs,能够有效抑制金属间化合物的长大,适用于物理性能和化学性能差异比较大的异种金属[19-20]。汪洪伟[21]采用EMPW技术连接B2组织的NiTi与Ti6Al4V,由于它们的非均质热传导和热膨胀系数不匹配,凝固阶段的快速收缩会使Ti2Ni金属间化合物发生冷裂,因此焊接失败。通过加热,有效降低了碰撞点附近的温度梯度和冷却速度,防止了冷裂,并通过添加Al中间层,抑制了金属间化合物的产生,但未提及接头的力学性能。Ye等[18]采用Al和Ni中间层,获得了力学性能良好的NiTi/Ti6Al4V电磁脉冲焊接头,但未说明NiTi的组织状态。B2具有体心立方结构,硬度较低,塑性变形能力强;B19'具有单斜结构,硬度较高,塑性变形能力较弱。由于B2比B19'具有更好的室温塑性,因此在相同焊接工艺参数下,B2组织的NiTi变形所需的力更小,并且在高速变形和碰撞时可以获得更大的变形程度,从而产生更大的碰撞角度范围和更高的碰撞速度,这种特性差异直接影响能量的转化效率,最终导致焊接接头的组织性能差异。本文对不同原始组织的NiTi合金与Ti6Al4V进行EMPW,分析单相NiTi/Ti6Al4V EMPW界面失效的原因,通过单轴拉伸试验评估双相NiTi/Ti6Al4V焊接接头的力学性能,利用扫描电子显微镜和能谱仪分析焊接接头的微观组织、界面结构及元素分布,研究放电能量对界面形貌的影响。
1试验
1.1材料
试验采用1 mm×80 mm×40 mm的单相NiTi和双相NiTi板、0.2 mm×80 mm×40 mm的Ti6Al4V板和1 mm×80 mm×40 mm的1060Al板作为试验材料,试验材料的化学成分与微观组织分别见表1和图1。图2为单相NiTi和双相NiTi的XRD结果,单相NiTi只有B2衍射峰,而双相NiTi除了B2和B19'外,还存在中间相NiTi2。单相NiTi和双相NiTi均为热轧退火态,退火处理提高了NiTi的塑性变形能力。表2为试验材料的物理性能,双相NiTi的塑性变形能力强于单相NiTi的,B2组织热膨胀系数为10×10‒6 K‒1,B19'组织的热膨胀系数为−21.0×10‒6 K‒1。
1.2电磁脉冲焊接原理
焊接设备为Xtra Pulse 75/25型电磁脉冲焊接设备,NiTi板和Ti6Al4V板的搭接长度为40 mm。NiTi具有较低磁导率和电导率,对磁场的利用率低;Ti6Al4V的变形抗力大,不适合作为飞板。商业纯Al因其具有更高的可成形性、低成本、良好的塑性、高磁导率和高电导率,成为作为驱动板的首选材料。Ti6Al4V和NiTi分别作为飞板和基板,1060Al作为驱动板。2个工件之间的垂直距离为初始间隙,通过垫片设定初始间隙为1.5 mm,采用26、29、32 kJ的放电能量,试验分组如表3所示。电磁脉冲工艺示意图如图3所示,电容器对线圈放电,在电磁感应作用下,当高频振荡电流穿过线圈时,在其周围产生脉冲磁场。1060Al板的外表面在磁场作用下产生涡流,涡流的磁场与脉冲磁场的方向相反,从而产生一对排斥电磁力。1060Al板在磁场作用下先引起塑性变形,随后带动Ti6Al4V板与NiTi板高速碰撞,当碰撞速度和碰撞角度满足一定条件时,Ti6Al4V板和NiTi 板紧密结合,从而完成焊接。
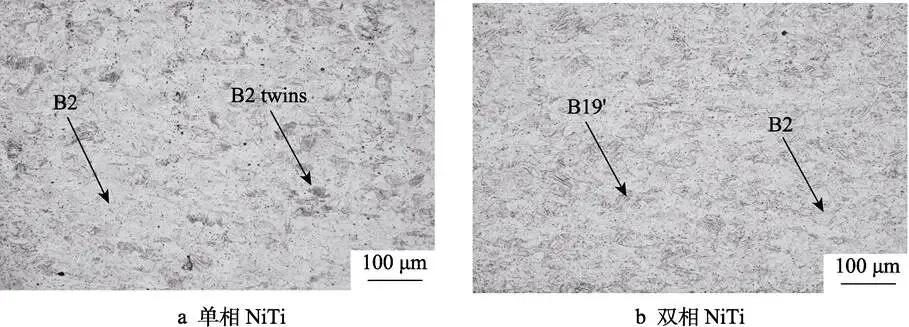
图1母材的金相组织
Fig.1 Metallographic structure of the base metal: a) single-phase NiTi; b) dual-phase NiTi
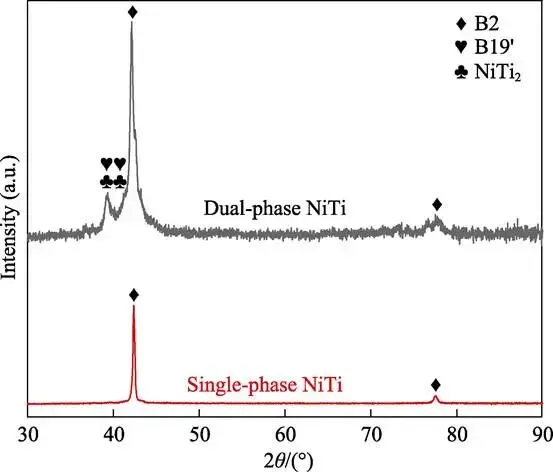
图2NiTi母材的XRD结果
Fig.2 XRD results of NiTi base metal
纵向截取金相试样,对金相试样进行打磨和抛光,采用配备能谱仪(EDS)的日立SU1510型扫描电子显微镜(SEM)分析焊接接头的界面形貌及元素分布,在MTS-E45万能拉伸试验机上测试接头的拉断载荷。
2结果与分析
2.1不同原始组织的NiTi/Ti6Al4V焊接效果
单相NiTi中出现了B2孪晶,B2孪晶的比例为10.2%。双相NiTi由B2、板条状的B19'组成,B19'
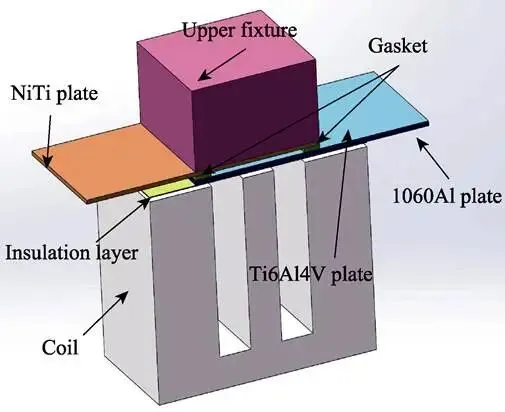
图3电磁脉冲工艺示意图
Fig.3 Schematic diagram of electromagnetic pulse process
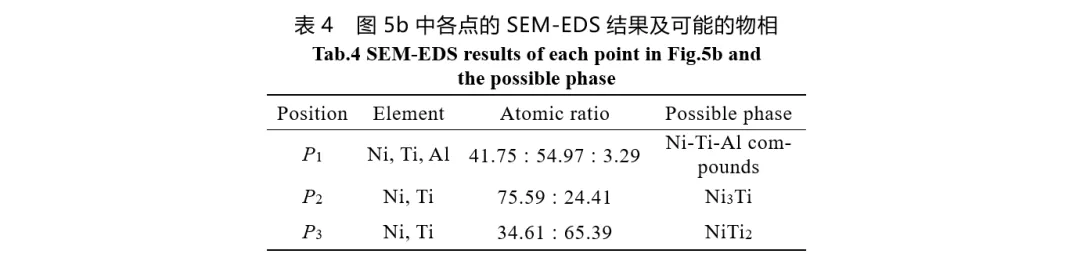
的比例为15.4%。在1.5 mm间隙下,双相NiTi与Ti6Al4V的焊接效果良好,而单相NiTi与Ti6Al4V发生界面失效,如图4所示。当Ti6Al4V与单相NiTi发生高速碰撞时,单相NiTi合金表面形成了具有几何特征的椭圆环形痕迹(图4b),为进一步分析单相NiTi合金表面椭圆状环形痕迹的微观组织和化学成分,对环形区域(图4b)进行SEM观察以及SEM-EDS面扫和点扫。图5为单相NiTi的环形区域SEM形貌,单相NiTi出现明显的开裂,对环形区域进行SEM-EDS面扫,结果如图6所示。Ni元素和Ti元素发生明显的聚集,对元素聚集区域进行SEM-EDS点扫(表4),发现P2点与P3点Ni、Ti原子比分别为3∶1和1∶2,推测环形痕迹中可能生成了Ni3Ti和NiTi2 IMCs。
对单相NiTi表面的椭圆环形痕迹进行XRD测试,结果如图7所示,证实了Ni3Ti和NiTi2 IMCs的存在。研究表明,电磁脉冲冲击诱导界面附近B2相发生B2→B19'相变[22]。由于B2相与B19'相的热膨胀系数差异显著(Δα=31×10−6 K−1),因此相变过程引发了剧烈的热应力集中。高速冲击产生了剧烈塑性变形
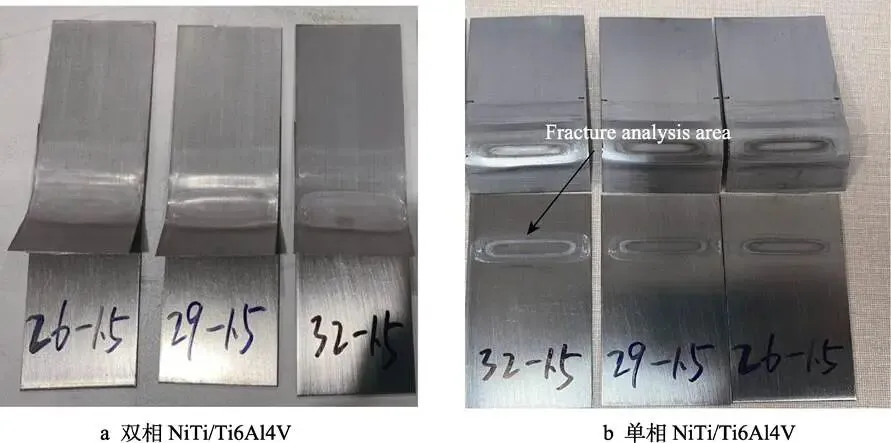
图4不同原始组织的NiTi/Ti6Al4V焊接结果
Fig.4 Welding results of NiTi/Ti6Al4V with different original microstructures: a) dual-phase NiTi/Ti6Al4V; b) single-phase NiTi/Ti6Al4V
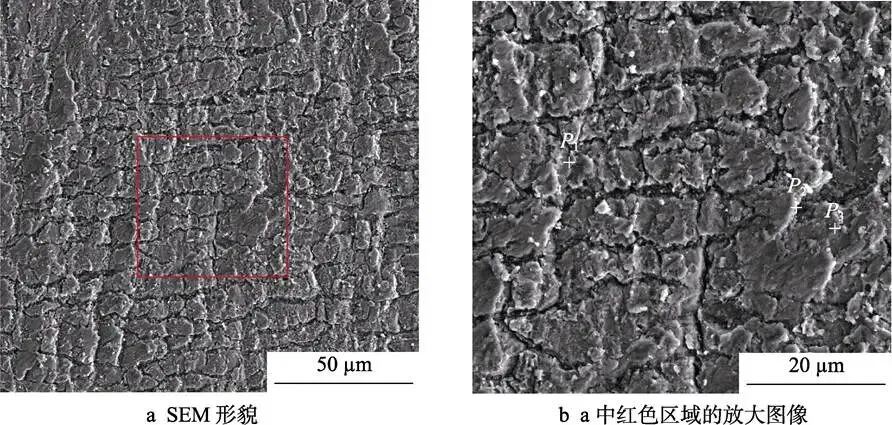
图532 kJ单相NiTi侧环形区域SEM形貌
Fig.5 SEM morphology of the single-phase NiTi side ring region of 32 kJ: a) SEM morphology; b) enlarged image of the red region in a
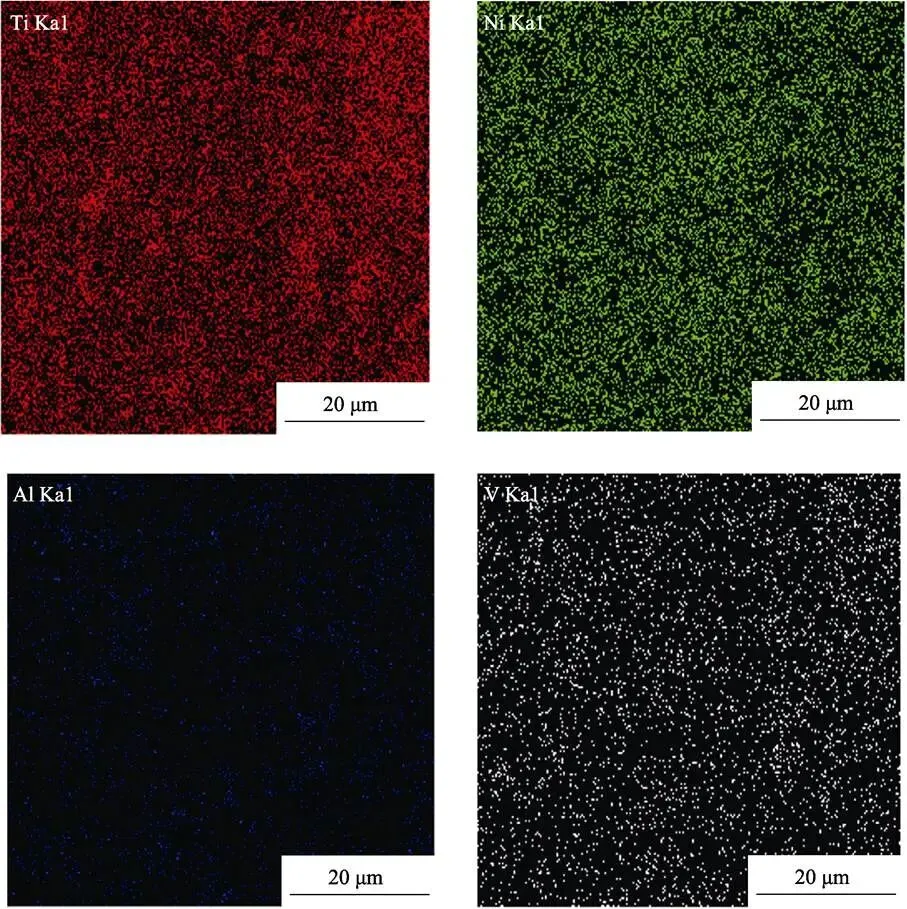
图6图5对应区域的SEM-EDS面扫结果
Fig.6 SEM-EDS surface scanning results of the corresponding area in Fig.5
与绝热温升效应,界面温度骤升至熔点并形成脆性Ni3Ti和NiTi2等脆性IMCs。在后续快速冷却阶段,碰撞区域因快速冷却而产生显著温度梯度并伴随凝固收缩效应,在凝固过程中,热膨胀系数的显著差异导致母材界面承受较大的拉应力。在焊接应力、线膨胀系数和金属间化合物的共同作用下,单相NiTi/ Ti6Al4V接头发生界面失效。相比之下,双相NiTi
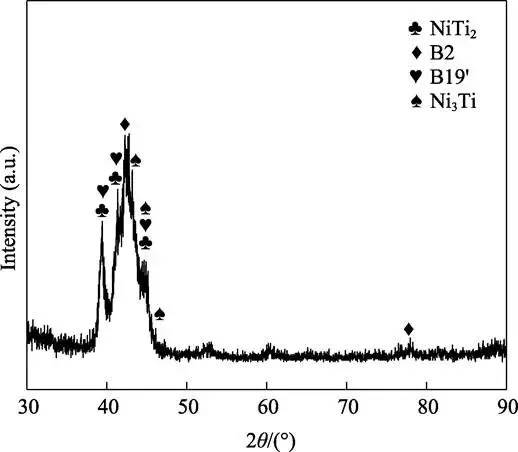
图732 kJ单相NiTi环形痕迹的微区XRD结果
Fig.7 Micro-XRD results of 32 kJ single-phase NiTi ring trace
在EMPW中发生B19'→B2逆相变[19],Ti6Al4V热膨胀系数为8.6×10−6 K−1,而B2相NiTi形状记忆合金的热膨胀系数为10×10−6 K−1,B2相NiTi合金与Ti6Al4V的热膨胀系数差异较小(Δα=1.4×10−6 K−1),有效抑制了界面的热应力集中,且双相NiTi具有良好的塑性变形能力,更容易获得合适的碰撞角度和速度,从而实现双相NiTi/Ti6Al4V接头的冶金结合。
2.2双相NiTi/Ti6Al4V电磁脉冲焊接接头界面形貌分析
a组、b组和c组的双相NiTi/Ti6Al4V EMPW接头焊接区界面SEM图像及EDS扫描结果分别如图8、图9和图10所示。在a组实验中,界面以不规则波形界面为主,界面趋于波浪状,没有足够的能量使界面发生剪切,导致形成几个“凸起”,如图8a所示。由于斜碰撞,碰撞速度的切向分量在界面处引起了一系列的运动不稳定。界面剪切会形成不规则的波状界面(如图8a所示),其行为类似于界面剪切作用下流体界面处的Kelvin-Helmholtz失稳。Ti6Al4V与NiTi的界面呈现不规则波浪状界面,Mousavi等[23]指出,对于具有相似密度的金属,波的形状是完全对称的正弦波,并且不对称性随着密度差异的增加而增大,不同密度的金属存在由高密度金属向低密度金属运动的倾向。由于Ti6Al4V(4.5 g/cm3)和NiTi(6.45 g/cm3)的密度存在明显差异,因此Ti6Al4V/NiTi的形貌呈现出不对称的波形。随着放电能量的增加,在b组实验中,碰撞角继续增大,冲击速度继续减小,在高速剪切的作用下,界面失稳并逐渐演化为剪切波(图9a),剪切波增加了接头力学性能。
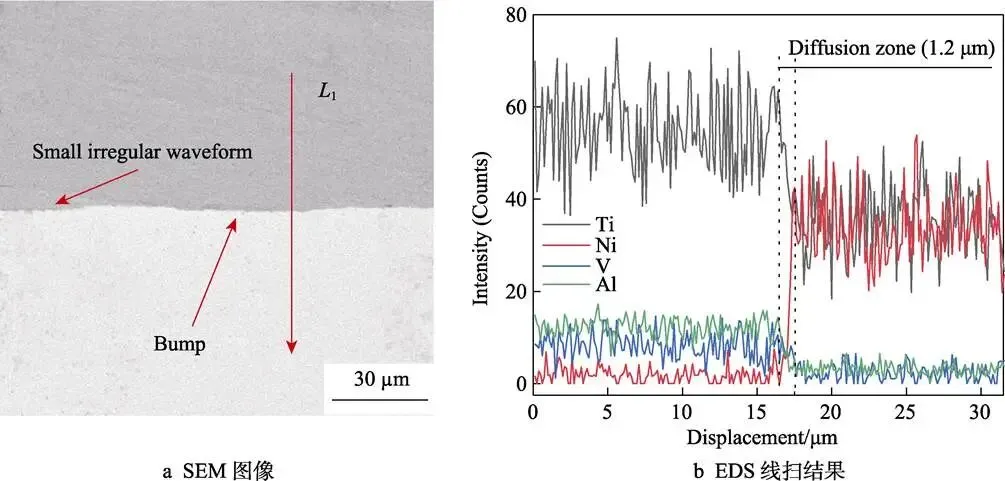
图8a组接头界面SEM图像及EDS扫描结果
Fig.8 SEM images and EDS scanning results of the joint interface of group a: a) SEM images; b) EDS line scanning results
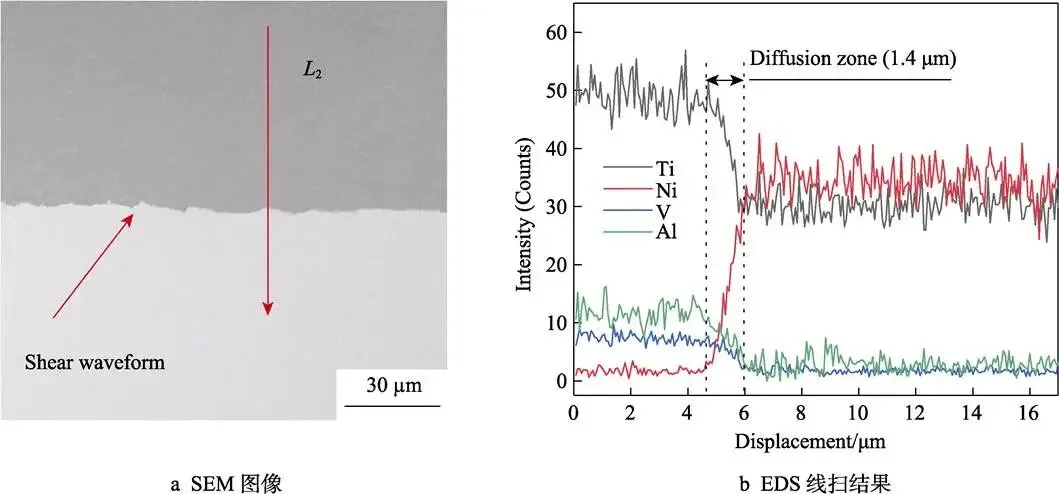
图9b组接头界面SEM图像及EDS扫描结果
Fig.9 SEM images and EDS scanning results of the joint interface of group b: a) SEM images; b) EDS line scanning results
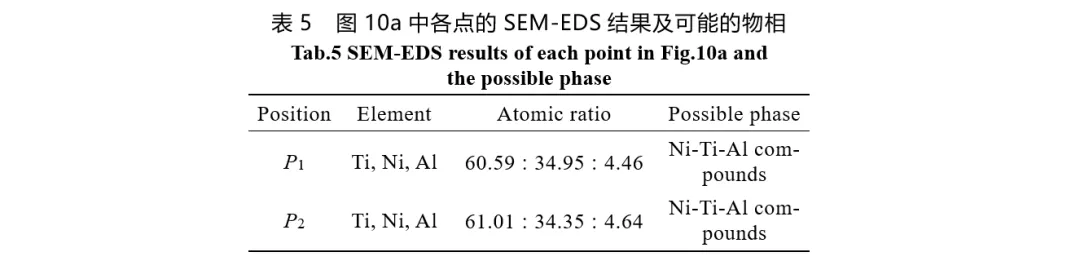
如图10a所示,随着放电能量的进一步增加,在c组实验中,出现大尺寸的波形界面,并伴有过渡层,大尺寸波形和过渡层能够有效提高焊接接头的力学性能,而EMPW过程中界面升高的温度足以熔化界面两侧的金属,并生成了金属间化合物,可能会恶化接头的力学性能。为了验证这一结果,对焊接接头界面进行SEM-EDS线扫,焊接界面上从Ti6Al4V侧到NiTi侧的SEM-EDS线扫描结果如图10b所示。可以发现,界面层主要由富Ni、Ti和Al相组成。当曲线从Ti6Al4V侧到NiTi侧进入界面时,Al、Ti、V含量急剧降低,Ni含量提高,并显示出Ni、Ti和Al多个元素平台,当曲线离开界面到NiTi侧时,Al、Ti、V含量再次急剧下降,Ni含量提高,之后不再变化,这表明Ti6Al4V和NiTi之间的相互扩散发生在界面上。过渡层的化学成分显示出Ni、Ti和Al多个元素平台,结合过渡层的SEM-EDS点扫结果(表5)可知,过渡层可能形成了Ni-Ti-Al化合物。Ti6Al4V和NiTi之间的元素相互扩散发生在界面及其附近,这是由于EMPW过程中的剧烈塑性变形和高速碰撞产生了高温高压作用,同时界面元素成分梯度的存在也促进了界面局部区域的原子扩散和迁移[24]。从SEM-EDS线扫结果可以发现,随着放电能量的增加,元素的扩散能力增加,界面扩散区域宽度增大。a组和b组的接头界面既未出现过渡层,SEM-EDS线扫结果中也未出现元素平台,表明EMPW极短的焊接时间和迅速的冷却对Ni3Ti、Ti2Ni和Al3Ti等金属间化合物的形成和长大具有明显的抑制作用。
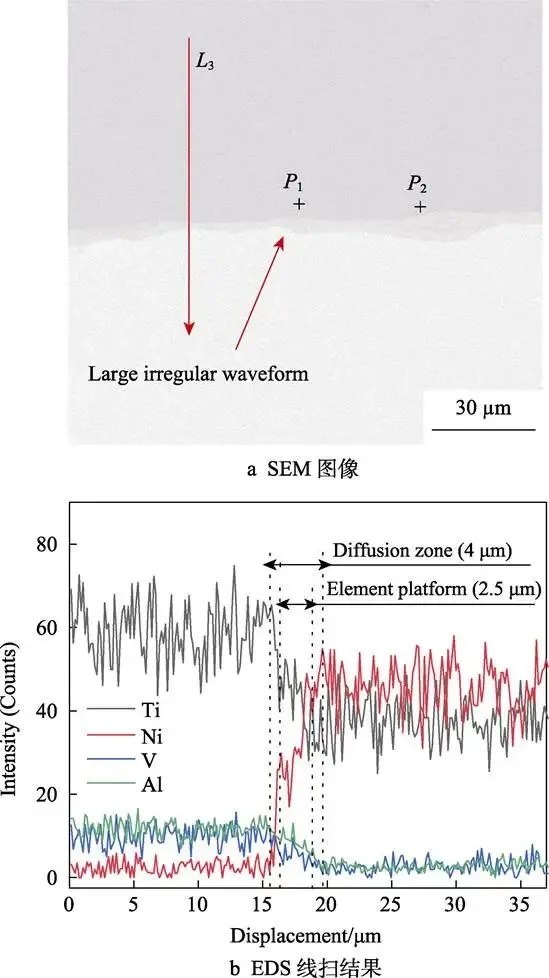
图10c组接头界面SEM图像及EDS扫描结果
Fig.10 SEM images and EDS scanning results of the joint interface of group c: a) SEM images; b) EDS line scanning results
2.3接头拉伸剪切性能
为了探究焊接工艺参数对焊接接头力学性能的影响规律,对焊接接头进行拉伸试验,所有放电能量的双相NiTi/Ti6Al4V焊接接头均断裂在界面,如图11a所示。随着放电能量的增加,双相组织NiTi/ Ti6Al4V焊接接头的拉断载荷(图11b)先增大再减小,焊接接头的拉断载荷变化无明显规律,b组接头的平均拉伸剪切载荷达到最大值1 064 N,约为较弱母材(Ti6Al4V)力学性能的26.6%。分析认为,剪切波界面的出现对提高b组接头的力学性能有益,而过渡层增加了焊接接头的脆性,恶化了c组接头的力学性能。
2.4界面失效断口分析
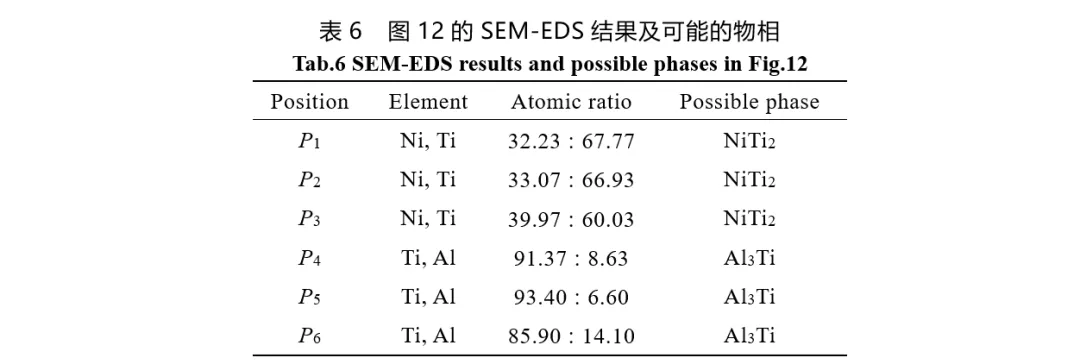
双相NiTi/Ti6Al4V焊接接头均断裂在界面,a组与b组接头界面无过渡层,而c组接头存在过渡层,为表征界面失效的原因,对c组接头断口(图11b)进行分析。接头拉伸剪切试验的断口形貌如图12所示,双相NiTi侧存在“韧窝区”和“准解理面”2个区域。对解理面(图12b)和韧窝(图12c)中元素富集区域进行SEM-EDS点扫,结果如表6所示,推测解理面中可能生成了NiTi2,韧窝中可能生成了Al3Ti,金属间化合物造成接头焊接界面断裂。准解理
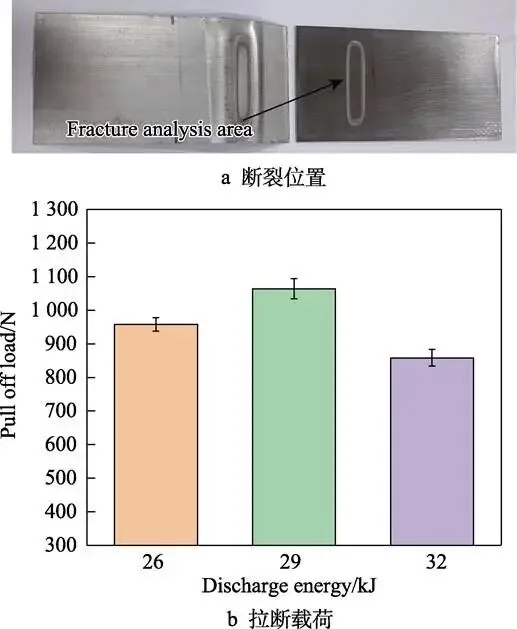
图111.5 mm间隙焊接接头的断裂位置与拉断载荷
Fig.11 Tensile load and fracture position of welded joint with 1.5 mm gap: a) fracture position of the welded joint; b) tensile load of the welded joint
面以撕裂棱和“类解离”小平面为特征,由于应力集中,初始裂纹可能从不规则的上缘开始。韧窝区的特征是大小不均匀且连续分布的韧窝。可以看出,剪切断裂是其主要特征,表现为典型的界面韧性断裂,其机制是界面破坏后发生的剪切塑性变形与撕裂[25]。接头的断裂是以韧性断裂为主的韧-脆混合断裂。在断裂过程中,焊缝中的Al3Ti受到不连续应变的影响,在焊缝中产生微空洞形核。微空洞首先形成于裂纹尖端,裂纹通过这些微空洞不断结合扩展从而形成了大量韧窝。准解理面内出现大量的撕裂棱。首先,准解理面的裂纹源形成于NiTi2脆性相,准解理面从裂纹源向四周扩展,其次,按解理方式扩展成解理小刻面,最后以塑性方式撕裂。在拉伸试验中,由于不对称应力状态引起的剪切应力和弯矩的耦合作用,应力集中发生在外部不规则边缘。应力集中导致裂纹从外边缘开始,裂纹主要通过从准滑移面到韧窝的整个环形结合区域的剪切变形扩展,直到在焊缝内边缘处失效。
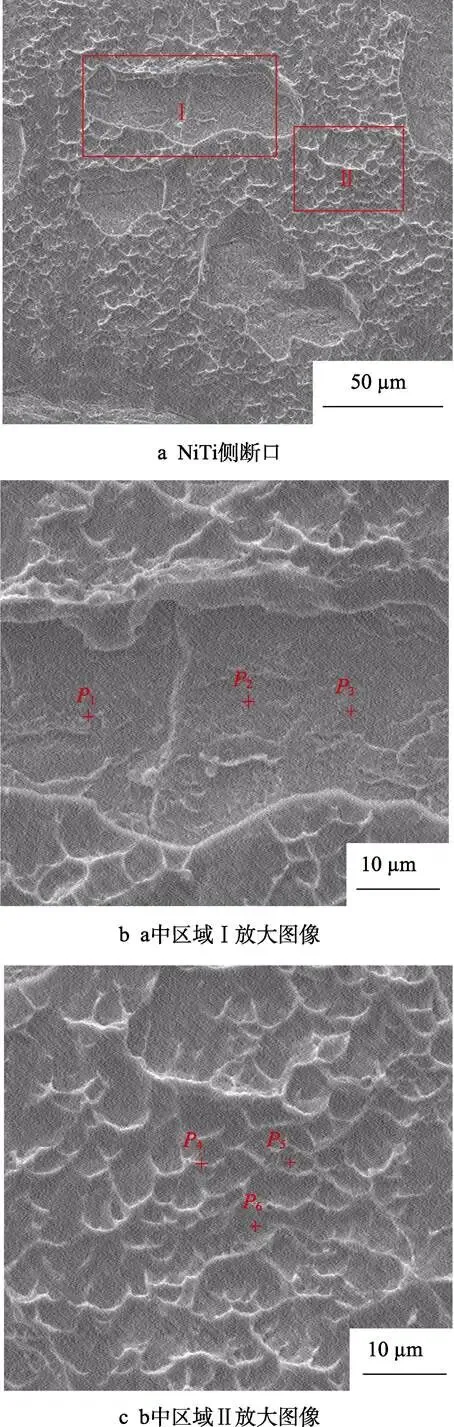
图12c组接头的拉伸剪切NiTi侧断口的典型特征
Fig.12 Typical characteristics of the tensile shear NiTi side fracture of the joint of group c: a) NiTi side fracture; b) magnified image of region I in a; c) magnified image of region II in b
3结论
采用不同原始组织的NiTi/Ti6Al4V进行EMPW,研究不同原始组织NiTi/Ti6Al4V的焊接效果,并分析双相NiTi/Ti6Al4V焊接接头的界面结构、元素分布以及力学性能和断口形貌,得出以下结论:
1)在电磁脉冲高速冲击过程中,剧烈塑性变形与绝热温升现象共同导致单相NiTi/Ti6Al4V碰撞界面温度急剧上升至熔点,进而形成Ni3Ti和NiTi2等脆性金属间化合物。在后续的凝固过程中,由于热膨胀系数的显著差异,因此界面区域承受较大的拉应力。在焊接应力、线膨胀系数和金属间化合物的共同作用下,单相NiTi/Ti6Al4V接头发生界面失效。碰撞界面附近的B19'在高温作用下发生逆相变,转变为B2。转变的B2组织与Ti6Al4V的热膨胀系数相近,有效抑制了界面热应力集中。双相NiTi具有良好的塑性变形能力,在碰撞界面上更容易获得合适的碰撞角度和速度,从而成功实现了双相NiTi/Ti6Al4V电磁脉冲焊接的冶金结合。
2)焊接接头的拉断载荷与接头界面的结合情况有着紧密的联系。在放电能量为29 kJ的条件下,具有剪切波的接头平均拉伸剪切载荷可以达到最大值1 064 N;而在放电能量为32 kJ的条件下,具有过渡层的接头平均拉伸剪切载荷低至858 N。随着放电能量的逐步提升,界面的形态也从最初的小幅度不规则波形界面和“凸起”逐渐转变为剪切波界面和大幅度不规则波形界面。在小放电能量下,基板表面金属的速度明显不连续,塑性流动的作用导致界面逐步形成不规则的波形界面。随着放电能量的增加,界面在高速剪切作用下变得不稳定,并逐步演变成剪切波。在高放电能量的条件下,元素的扩散速度加快,形成过渡层,过渡层存在Ni-Ti-Al系金属间化合物。
3)EMPW技术能够实现NiTi/Ti6Al4V的有效连接。双相组织NiTi/Ti6Al4V焊接接头断裂在界面,发生韧-脆混合断裂,Al3Ti、NiTi2引发焊接接头拉伸界面失效。