随着重型工业装备服役性能要求的不断提升,为保障结构安全性,厚壁材料的应用日益广泛。Inconel 690合金因具备优异的耐蚀性与高温力学性能,其中厚板材被大量应用于核能、航空航天、石油化工等领域。焊接技术是结构材料制造的核心工艺,焊接接头的性能直接决定了设施的运行安全性与使用寿命。但Inconel 690合金液态金属流动性差、对热裂纹等缺陷敏感性高,其厚壁结构焊接面临较大挑战。
目前厚板焊接多采用开坡口焊接或窄间隙填丝焊接等传统工艺,以电弧或激光为热源,通过多层多道填充可实现10~100 mm厚度范围材料的焊接。此类方法经过数十年发展已开展大量研究,但多层多道焊接的反复加热作用易导致熔合线附近热影响区组织敏化,引发焊接热累积,不仅会造成构件显著变形,还可能恶化焊缝的微观组织与力学性能,降低接头强度,同时存在焊接效率较低的问题。
随着激光技术的不断发展,高能激光焊接已可实现8~20 mm厚度材料的单道熔透,焊接效率显著高于传统填丝焊接。现有研究表明,大功率激光焊接不仅能显著提升焊接精度与效率,还可有效避免填丝焊接过程中反复热输入导致的接头性能劣化,但超高功率激光下的焊缝成形控制仍存在较大挑战。
对于高合金化的Inconel 690合金而言,其对焊接热裂纹敏感性极高,需严格控制焊接热输入。目前针对10 mm以上Inconel 690合金厚板,主流焊接方法仍为钨极惰性气体保护焊,关于其大功率激光焊接的研究较为缺乏,尤其是深熔焊缝的组织性能不均匀性及其内在关联尚未得到系统研究。
本研究采用30 kW超高功率激光,在常压条件下对Inconel 690合金厚截面板材进行深熔焊接,首次实现了20 mm厚Inconel 690合金板材的单面自熔焊接,双面焊缝成形均匀且无表面缺陷。系统研究了超高功率激光焊接接头沿深度方向的组织、性能梯度不均匀性及其内在关联,研究成果不仅对推动Inconel 690合金厚板优质、高精度、高效焊接技术的发展具有重要意义,也有望拓展超高功率激光焊接在核能等工业领域的应用范围。
本研究成果“Achieving of ultra high power laser deep welding for 20 mm thick Inconel 690 alloy: Process optimization, non-uniformity of microstructure and mechanical properties”。
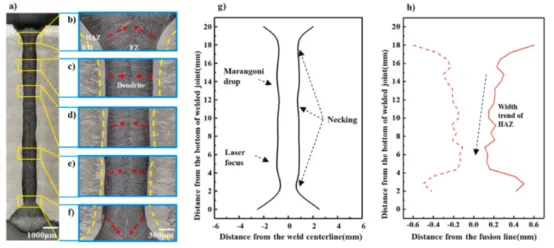
图1. 焊缝的宏观形貌及焊接接头宽度统计。a) 焊接接头横截面的金相显微照片,不同的焊缝背面穿透深度:b) Z = 17-18 mm 区域, c) Z = 14-15 mm 区域, d) Z = 7-8 mm 区域, e) Z = 4-5 mm 区域, f) Z = 1-2 mm 区域; g) 熔合区宽度统计; h) 单侧热影响区宽度统计
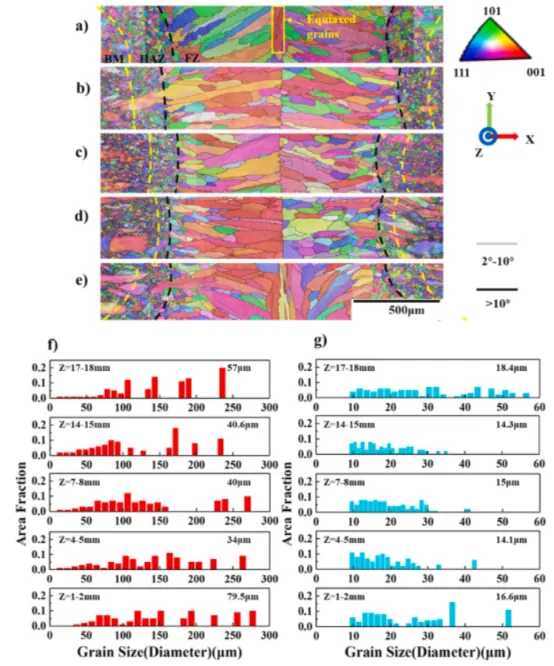
图2为采用电子背散射衍射(EBSD)分析得到的焊接接头不同深度凝固组织的晶体取向与晶粒尺寸特征。如图2a~e所示,熔合区以柱状晶为主,粗大柱状晶间分布有细小晶粒,晶粒生长方向在三维空间内呈现多向性,这是由于激光焊接的高冷却速率引发的大过冷度,使Inconel 690合金的面心立方结构可沿多个取向生长。其中Z=17~18 mm与Z=1~2 mm区域的晶粒优先沿表面法线方向生长,Z=17~18 mm的熔合区中心还存在细小等轴晶组织,且等轴晶区晶粒沿{001}方向优先生长。熔合线旁侧的热影响区晶粒受焊接热输入作用发生再结晶,母材区域则为轧制态典型的粗大柱状晶与大量变形细晶共存的组织特征。
图2f为熔合区沿深度梯度的晶粒尺寸统计结果,统计范围为焊缝中心线处2000×500 μm的矩形区域,结果显示熔合区中部10~100 μm尺寸晶粒占比显著高于表面区域,平均晶粒尺寸沿深度方向呈“大-小-大”变化规律:Z=17~18 mm区域平均晶粒尺寸为57 μm,Z=5~15 mm中部区域平均晶粒尺寸为34~40.6 μm,Z=1~2 mm区域平均晶粒尺寸约79.5 μm。
图2g为热影响区的晶粒尺寸统计结果:近表面(Z=17~18 mm)与近底部(Z=1~2 mm)热影响区平均晶粒尺寸分别为18.4 μm与16.6 μm,大于中部(Z=5~15 mm)的14.1~15 μm,中部热影响区超过98%的晶粒尺寸处于10~30 μm区间,而上下表面附近热影响区尺寸大于30 μm的晶粒占比明显更高。