钛合金因具有低密度、高比强度及热强度、生物相容性好、良好的耐腐蚀性及低温性能等特点,被广泛用于航空航天、国防、医疗、船舶等重大领域。钛合金砂型铸造以低成本、高效率等特点,成为制备大型结构铸件的主要方法之一,与熔模精密铸造共同构成了当前钛合金铸造成形的主流技术。然而,传统的砂型铸造在制备复杂异形整体砂芯方面存在难题,尤其是面对内腔存在油路、气路等复杂结构时,难以确保铸型的尺寸精度,无法满足航空航天技术中高性能航空发动机的严苛要求。
SLS技术凭借其选材广泛、成形迅速、精度高、无需支撑结构以及材料重复利用率高等特点,已成为当前最成功的快速成形制造方法之一。目前,该技术可直接制备砂型(芯),且不受零件复杂程度的限制。打印出的砂型(芯)经过处理后可直接用于浇注,从而快速获得所需铸件,有效加快钛合金砂型铸造的生产过程,缩短生产周期并降低成本。
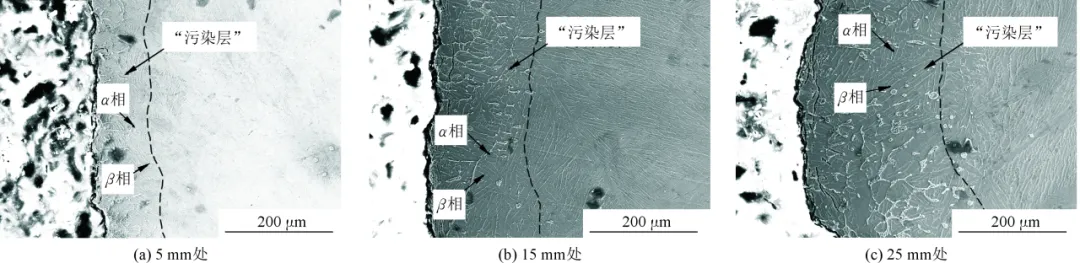
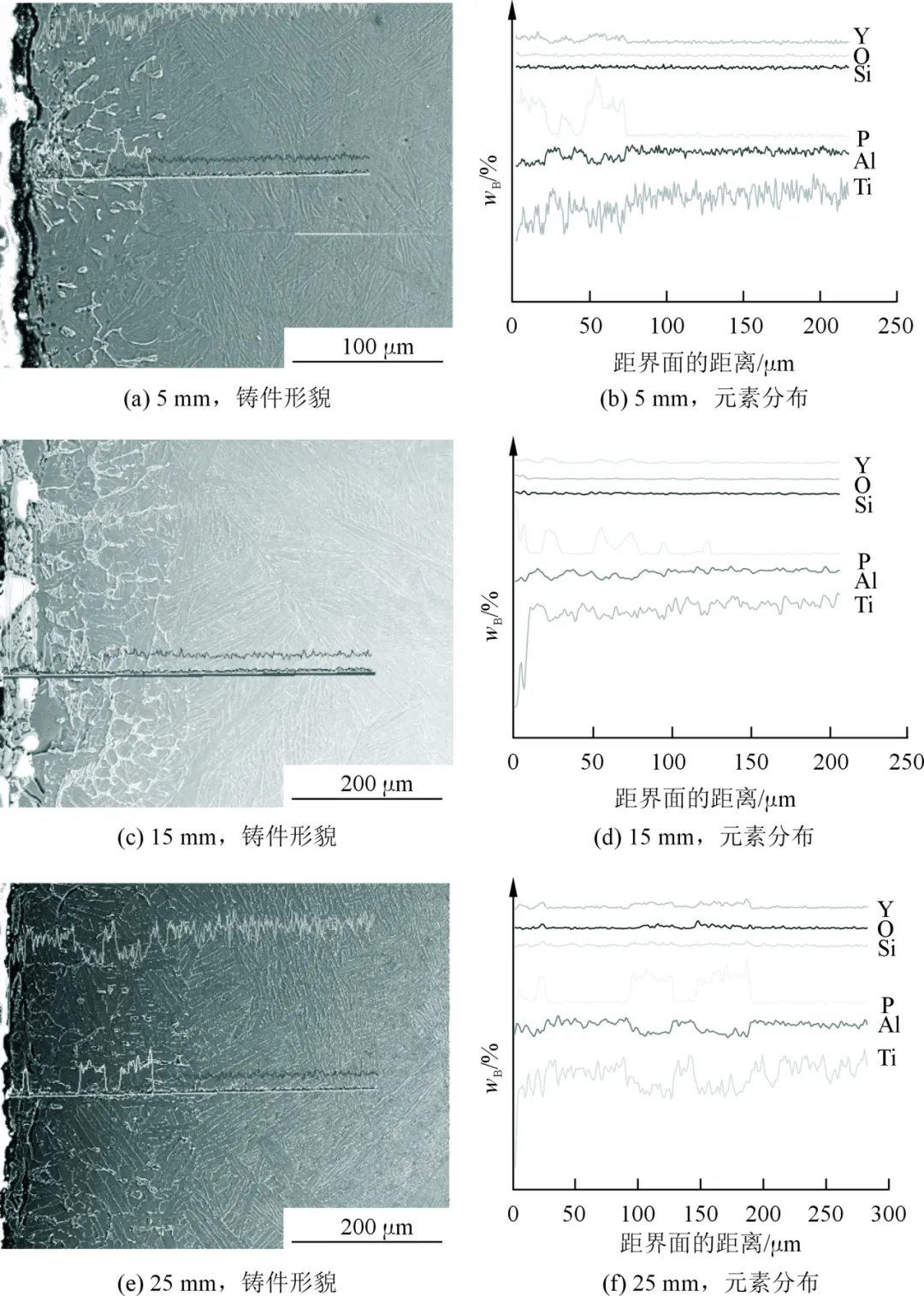
由于高温熔融钛合金具有极高的化学活性,极易与绝大多数耐火材料甚至N2发生剧烈的界面反应,如熔融合金对耐火材料内表面的冲刷与腐蚀、高温条件下原子间的热作用、铸型与合金之间的扩散等物理化学过程,从而在铸件表面形成界面反应层,导致铸件质量下降。界面反应的有效控制成为钛合金铸造的关键技术。因此,在铸造过程中对铸型材料的稳定性提出了极高的要求。目前,钛合金砂型铸造主要采用的耐火材料为锆砂、铝矾土、莫来石等,而粘结剂大多为锆溶胶、钇溶胶等,这些材料价格昂贵且不适用于3D打印。另外,砂型铸造虽然已成功制备了大中型钛合金铸件,实现了钛合金构件成形,但还面临着一些技术问题,如铝矾土等耐火材料颗粒较粗,浇注出的钛合金铸件表面质量不够理想,界面反应控制较难以及一些复杂的精细结构成形困难等。
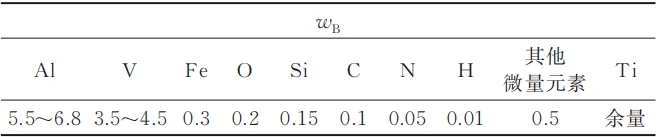
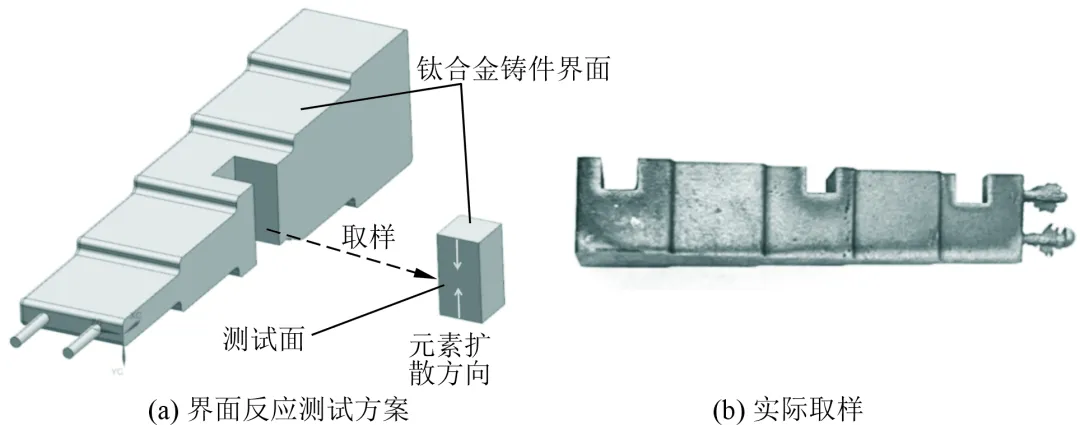
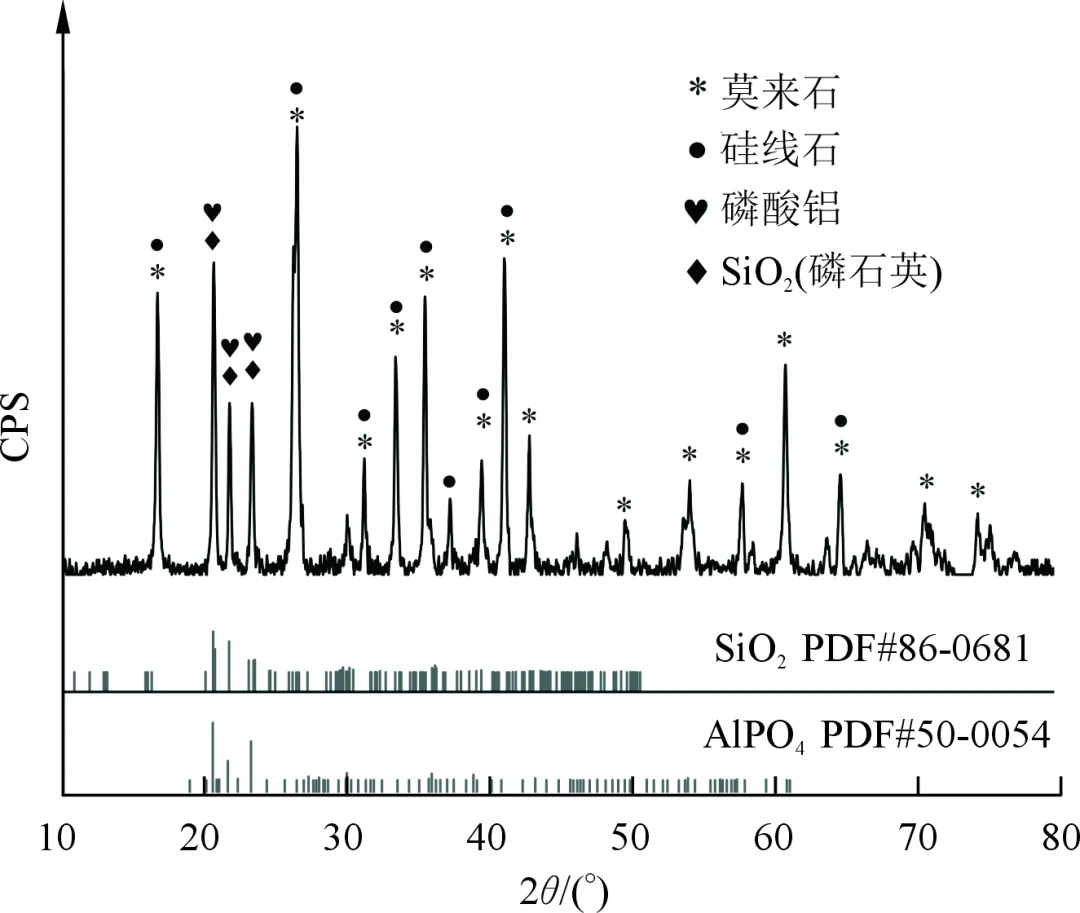
本研究以覆膜熔融陶瓷砂为原砂材料,采用选区激光烧结技术制备砂型,设计了无机粘结剂真空浸渗SLS成型砂型的工艺路线。该路线使用有机粘结剂酚醛树脂确保砂型的初始强度,同时借助无机粘结剂磷酸盐提升砂型的高温强度。与传统普遍使用的铝矾土、锆砂及锆溶胶、钇溶胶等体系的砂型(芯)相比,球形的熔融陶瓷砂更契合3D打印成形需求,且磷酸盐溶液具备良好的润湿性和稳定的高温性能。然而,熔融陶瓷砂中的SiO2和磷酸盐溶液中的P元素易与熔融钛发生反应。为此,针对该工艺路线制备的覆膜熔融陶瓷砂及磷酸盐砂型与TC4钛合金的界面反应层进行深入探究,旨在提升TC4钛合金铸件的表面质量,并为复杂结构钛合金铸件的设计与生产提供参考。





 10个月宝宝每天需要喝多少奶粉?
10个月宝宝每天需要喝多少奶粉?
