南昌大学JMRT:实现20毫米厚Inconel 690合金超高功率激光深熔焊接:工艺优化、微观组织非均匀性及力学性能研究
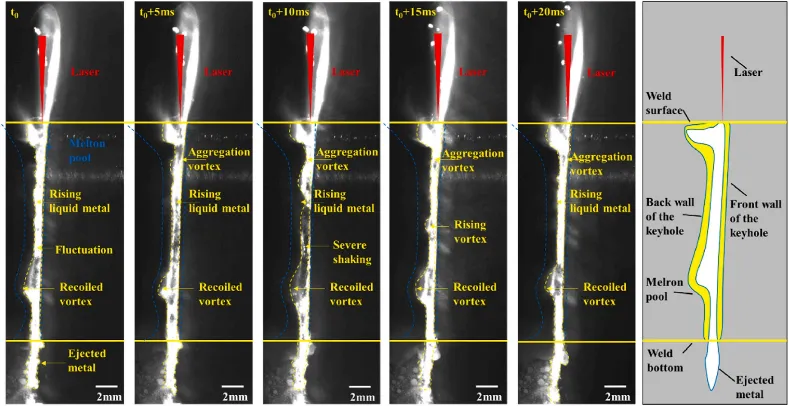
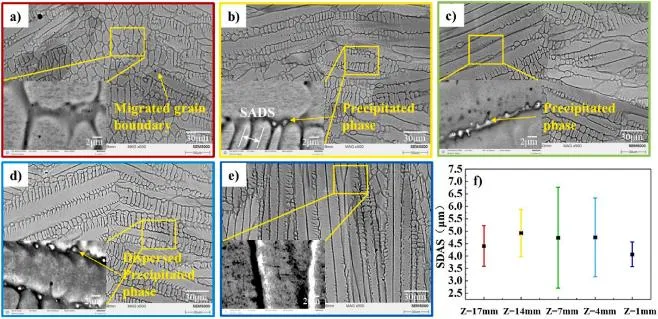
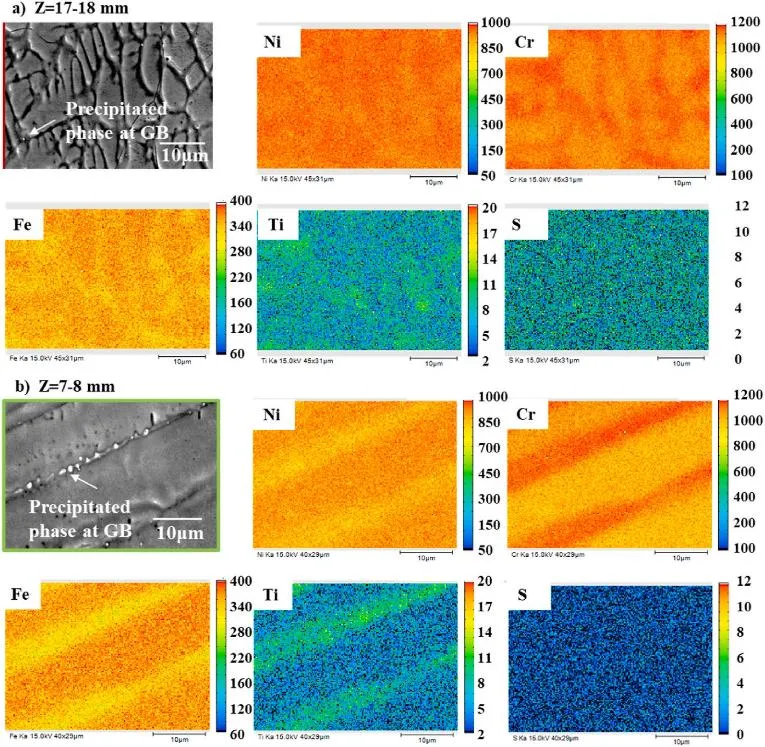
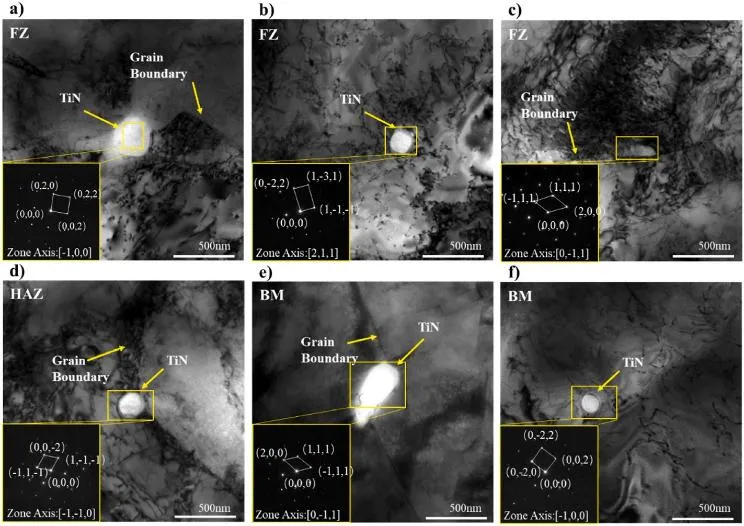
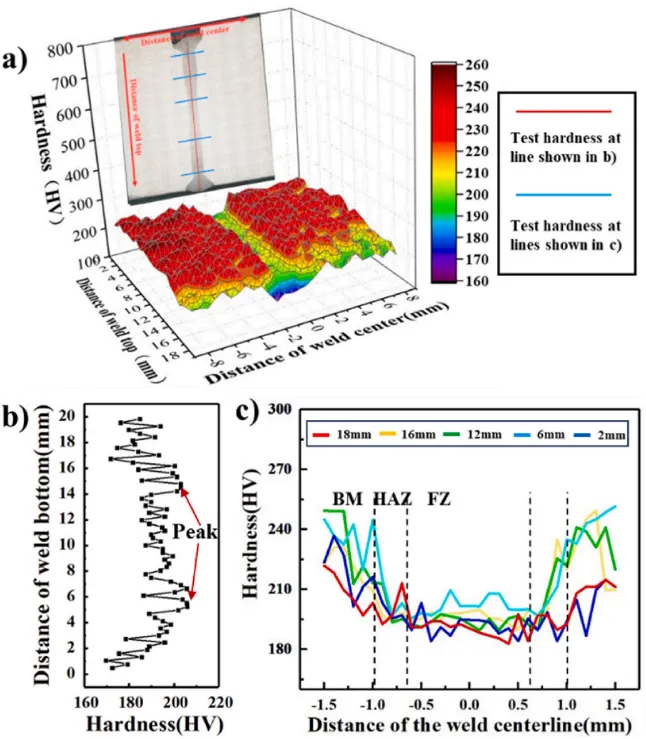
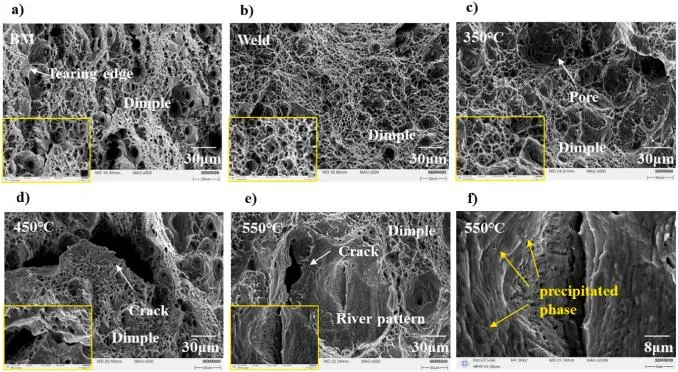
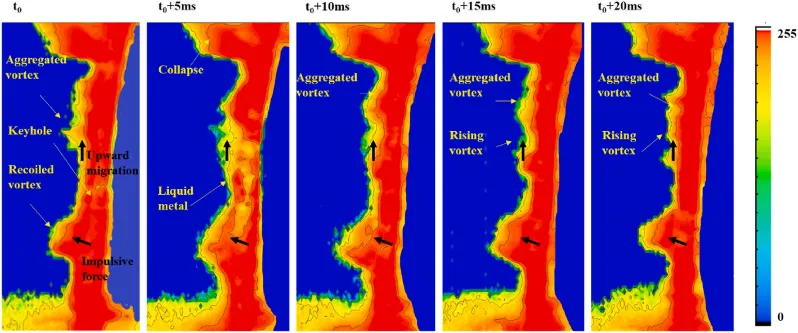
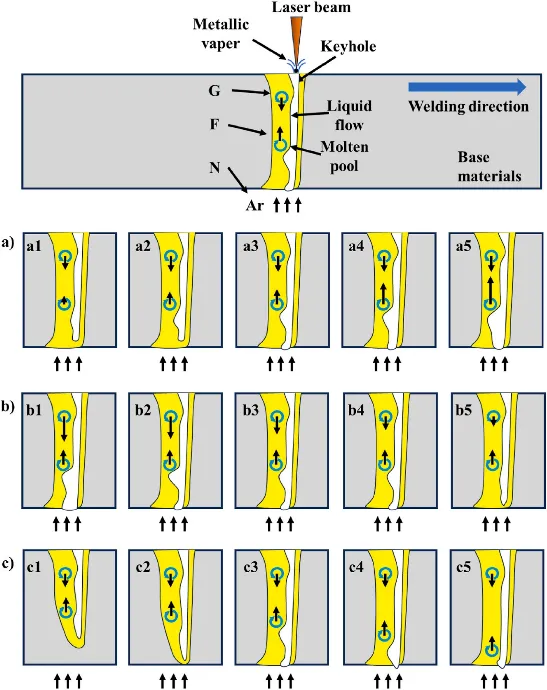
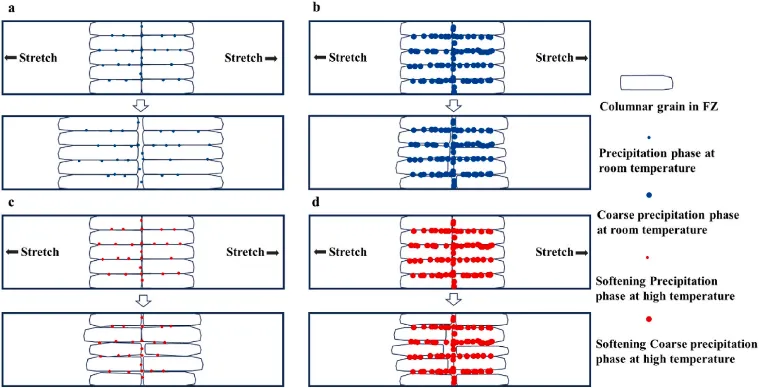
南昌大学先进制造学院在Journal of Materials Research and Technology上发表题为Achieving of ultra high power laser deep welding for 20 mm thick Inconel 690 alloy: Process optimization, non-uniformity of microstructure and mechanical properties的研究论文,探究了采用30千瓦光纤激光焊接设备对20毫米厚Inconel 690合金的焊接工艺参数。通过分析焊接参数对厚板焊缝成形的影响规律,发现激光功率与焊接速度共同决定了液态金属的重量,而离焦量则影响熔池内液态金属的迁移距离。通过工艺优化有效解决了焊根下塌与过熔等缺陷,获得了成形良好的焊接接头。经射线检测表明,该接头满足核级标准要求,无气孔裂纹等缺陷,具有优异的焊接质量。借助熔池动力学系统研究了微观组织与性能的关联机制:沿焊缝厚度方向显微组织存在显著不均匀性,焊缝正面与背面区域晶粒尺寸较大,中部区域晶粒较小;焊缝中部枝晶间析出更多细小的TiN沉淀相,而正面与背面析出较少,该分布特征与硬度变化趋势一致。焊缝中部区域硬度可达205 HV,较表面区域提升约20.6%。随着重工业设备服役性能的持续提升,为确保结构安全,厚壁材料的应用日益增多。Inconel 690合金因其优异的耐腐蚀性和高温力学性能,被广泛应用于核能、航空航天、石油化工等关键工业领域。对于Inconel 690合金这类厚壁结构焊接尤其具有挑战性,原因在于其熔融金属流动性差,并且对热裂纹等缺陷高度敏感。厚板通常采用坡口焊或窄间隙填丝焊等传统焊接技术(如电弧焊、激光填丝焊),通过多道次、多层的填充来实现10-100mm厚材料的焊接。然而,这些传统方法存在高热输入积累、重复加热效应、显微组织恶化等显著缺点。随着激光技术的发展,高能激光焊接能够实现8-20mm材料的单道熔透,其焊接效率显著高于传统的填丝焊。高功率激光深熔焊具有焊接熔深大、精度高、效率高的特点,能有效避免多道次焊接过程中的重复热输入带来的问题。超高功率激光焊接作为一种高效、高精度的替代技术展现出巨大潜力,但针对Inconel 690合金厚板的激光焊接研究,尤其是对其焊缝纵深方向微观结构与性能梯度不均匀性的深入理解尚属空白。本研究旨在填补这一空白,推动Inconel 690合金厚板高质量、高精度、高效率焊接技术的发展,并拓展超高功率激光焊接在核能等工业领域的应用。1.首次实现20mm厚Inconel 690合金的超高功率激光单道自熔焊。2.揭示熔池流动行为与焊缝微观结构非均匀性关联机制,阐明激光焊接接头力学性能强化机理。图2距焊缝底部不同深度处焊接接头的微观结构特征。a) Z = 17-18 mm 区域;b) Z = 14-15 mm 区域;c) Z = 7-8 mm 区域;d) Z = 4-6 mm 区域;e) Z = 1-2 mm 区域;f) 不同深度处焊接接头的二次枝晶臂间距(SDAS)图3焊接接头不同深度处的元素分布a) Z = 17-18 mm区域;b) Z = 7-8 mm区域图4不同区域焊接接头中析出相的组成与结构a)-c) 熔合区(FZ)内的析出相;d) 热影响区(HAZ)内的析出相;e)-f) 母材(BM)内的析出相图5焊接接头沿横向和纵向的硬度梯度分布a) 焊缝横截面硬度分布图;b) 熔合区沿深度方向的硬度分布;c) 不同深度处的焊缝硬度分布图6拉伸断裂特性a) 基材试样;b) 室温下的焊缝试样;c) 350℃下的焊缝试样;d) 450℃下的焊缝试样;e) 550℃下的焊缝试样;f) 断裂面析出物图7熔池流动经色彩反转后的灰度图像中,蓝色区域灰度值趋近于0,黄红区域灰度值大于0图8超高功率激光焊接厚板熔池流动形成机制。a) 激光功率系列参数;b) 焊接速度系列参数;c) 离焦量系列参数图9 拉伸断裂机制a) 细沉淀物的室温拉伸断裂机制;b) 粗沉淀物的室温拉伸断裂机制;c) 细沉淀物的高温拉伸断裂机制;d) 粗沉淀物的高温拉伸断裂机制本研究首次采用30 kW超高功率激光束焊接技术,在氩气保护环境下实现了20 mm厚Inconel 690合金的单道自熔焊接,验证了超高功率激光束焊接技术应用于厚壁Inconel 690材料的可行性。主要结论如下:1. 研究了不同焊接功率、离焦量与焊接速度对20 mm厚Inconel 690合金板材高功率激光自熔焊成形的影响,获得了优化工艺参数:激光功率24 kW、焊接速度1.2 m/min、离焦量−15 mm。采用该参数实现了20 mm厚Inconel 690合金单面焊双面成形,焊缝正反面表面成形良好,X射线检测结果表明焊缝质量满足ASME III NB核级部件标准。2. 建立了690合金厚板超高功率激光焊接熔池模型,焊接接头呈现独特的"I"形双凸形貌。其中焊缝中部(Z=4-5 mm与14-15 mm处)的两组反向旋转涡流是由熔池重力、表面张力与激光反冲力共同作用形成。在这两组反向涡流区域,由于液态金属局部驱动堆积引起的熔池搅拌作用,该区域析出相密度显著增加,晶粒尺寸相对细化。3. 因超高功率激光焊接接头沿深度方向的析出相与晶粒尺寸存在不均匀性,焊缝中部区域硬度最高达205 HV,较近表面与底部区域的170 HV提升约22%。激光焊接接头力学性能优异,其抗拉强度较传统电弧焊焊缝提高20–40%,这主要归因于激光焊缝中细密分布的TiN网状结构可抑制晶界滑移并增强晶界结合力。原文链接:https://doi.org/10.1016/j.jmrt.2026.02.072