近年来,随着现代工业对结构件轻量化、功能集成化和经济性等要求的不断提高,制造业领域逐步形成了以节能减排、低成本制造以及结构功能为一体的生产制造目标,使得由异种材料组成的复合结构得到越来越广泛的应用。其中,以轻金属-重金属(如铝-钢[1]、铝-铜[2])、高导热-高强度(如铜-钢[3])以及耐腐蚀-耐高温(如钛-钢[4])为代表的异种金属材料复合结构更是目前高端装备制造领域的核心研究热点[5]。钛和钛合金具有比强度高、耐高温、耐腐蚀及生物相容性好等突出特点,在航空航天、能源化工、生物医疗等领域得到了广泛应用[6-8];不锈钢(Stainless Steel,SS)的优势在于其兼具高强度与塑韧性以及良好的焊接性能且价格相对便宜,是应用最广泛的传统结构材料[9-10]。如果采用焊接的方法将钛合金与不锈钢连接在一起,那么钛/钢异质复合结构将充分发挥二者在经济和性能上的优势互补,在实现结构轻量化的同时,具有良好的力学性能与抗腐蚀性能,在航空航天、石油化工、核工业及海洋工程等领域具有广泛的应用前景[11-13]。
使用传统焊接方法制备钛/钢复合结构时,一方面,由于Fe在Ti中的室温固溶度极低,仅有0.05%(原子数分数)[14],因此焊接时界面处会优先形成TiFe和TiFe2等脆性金属间化合物,严重恶化接头性能;另一方面,Ti、Fe在熔点、导热率、线膨胀系数等方面存在显著差异,凝固过程中残余应力的释放可能导致界面处裂纹萌生[15],从而进一步限制了力学性能。因此,有效控制脆性IMCs的形成及残余应力的产生是实现钛/钢复合结构高可靠性连接的关键,而中间过渡层设计和焊接工艺优化是改善焊接接头性能的有效途径[16-17]。
激光焊凭借其高能量密度和精确的光束控制能力,在异种材料连接方面具有显著优势。与其他焊接技术相比,激光焊具有焊接热输入低、接头热影响区小、焊接应力和变形小以及光束能量精确可控等优点[18],且不需要真空,极易实现自动化生产。此外,国内外学者针对钛合金/不锈钢异种材料焊接的中间过渡层金属也开展了广泛研究。考虑到过渡层金属与Ti、Fe的相容性,研究人员首先使用铜(Cu)[19-20]及铜合金[21]、镍[22](Ni)作为中间层材料。结果表明,铜、镍中间层有效阻止了不锈钢和钛合金之间的元素扩散与反应,接头中Ti-Fe脆性IMCs显著减少,但是,接头中新生成的Cu-Ti、Ni-Ti等仍为脆性相,经拉伸试验测得的接头抗拉强度普遍不高。因此,铜、镍等中间层材料改善接头脆性能力有限。其次,对于钒(V)、铌(Nb)等难熔金属,虽然其成本较高,并且在一般条件下仅与Ti完全固溶,但是研究人员通过调控焊接工艺获得了性能较高的接头。Mannucci等[23]和Ning等[24]采用双道激光焊工艺,将激光束分别置于Ti/V界面和V/SS界面。研究表明,未熔的钒层能够有效阻隔Ti、Fe元素,从而避免Ti-Fe脆性IMCs的生成,接头强度分别达到493 MPa和572 MPa。Mannucci等[23]进一步研究发现,在双道激光焊接时,Ti与V表现出良好的相容性,而在V与不锈钢一侧,当V熔化量过大时,V/SS界面容易出现冷裂纹,因此,将激光束向不锈钢一侧偏移可优化接头性能。
由此可见,在钛/钢异种材料焊接过程中,当采用高强难熔的钒作为中间过渡层时,通过调控焊接工艺可以有效抑制接头IMCs的生成。但是,随着母材厚度的增加,以钒为中间层的钛/钢异质接头会出现界面结合性能下降等问题。这主要是因为钒的熔点显著高于钛合金和不锈钢的熔点,导致焊接时其在厚度方向上难以与两侧母材实现均匀的冶金结合,从而影响接头成形质量和力学性能。现阶段,有关钛合金/不锈钢异质材料激光焊接的研究主要集中于薄板(1~3 mm),对于5 mm及以上厚板的研究较为有限;在研究内容上,现有文献多聚焦于焊接工艺参数的优化,缺乏对厚板钛/钢接头微观组织演变及其力学性能的系统性研究。基于上述问题,本文选用纯钒作为中间层,以5 mm厚钛/钢为研究对象,采用双道激光焊接工艺,即分别将激光束聚焦于钛合金/钒、钒/不锈钢界面,在钒层两侧形成双道焊缝,研究双道激光焊对接头组织及性能的影响,为厚板钛/钢异种材料焊接接头强度的进一步提升提供理论依据和数据支撑,并开拓新的研究思路。
1 试验
1.1材料
试验选用尺寸大小为50 mm×50 mm×5 mm的TA17钛合金和321不锈钢板材,中间层材料为50 mm×3 mm×5 mm的纯钒,母材主要化学成分如表1所示。
1.2 方法
采用IPG-YLS-8000激光器对TA17钛合金和321SS异种材料进行焊接,激光器波长为1.07 μm,光纤直径为100 μm,聚焦镜焦距为300 mm,为了获得较高的穿透能力,调整激光束聚焦位置,将光斑直径缩小至1 mm。焊前采用砂纸打磨钛/钢母材及钒中间层待焊面,去除表面氧化膜;焊接时使用工装夹具对工件两侧施以夹紧力,保证“钛合金-钒层-不锈钢”之间无对接间隙。双道激光焊时,第一道焊接TA17钛合金板和纯钒,光束聚焦Ti-V界面偏钛侧0.5 mm处;第二道焊接纯钒和321不锈钢,光束聚焦SS-V界面偏不锈钢侧0.5 mm处,焊接参数如表2所示。此外,整个焊接过程必须采用高纯氩气(纯度99.999%)对接头进行正、反面保护,焊接示意图如图1所示。
焊后利用单反相机拍摄焊缝表面,观察焊后表面成形;使用电火花线切割机在焊缝中部沿垂直焊接方向切取金相试样并对试样进行镶嵌、研磨、抛光及腐蚀处理。采用Kroll试剂(HF、HNO3、H2O体积比为1∶3∶5)对钛侧金属进行腐蚀。利用光学显微镜(OM)、扫描电镜(SEM)及能谱仪(EDS)等设备对焊缝宏观形貌、界面各个区域及化学成分进行表征。采用WDS-100型万能试验机进行力学性能测试,拉伸速率为0.5 mm/min,拉伸试样尺寸如图2所示。采用扫描电镜观察断口形貌,分析接头断裂位置及断裂形式。采用HVS-1000显微硬度计测量硬度,3条硬度测试线位置如图3所示,测试线分别在焊缝上部、中部及下部,相邻测试线之间相距1.5 mm,每条测试线包含54个压痕点,相邻压痕点间隔为0.25 mm,载荷为1.96 N,保压时间为10 s。

图1TA17钛合金/321SS双道激光焊示意图
Fig.1 Schematic diagram for double-pass laser welding of TA17 titanium alloy/321SS
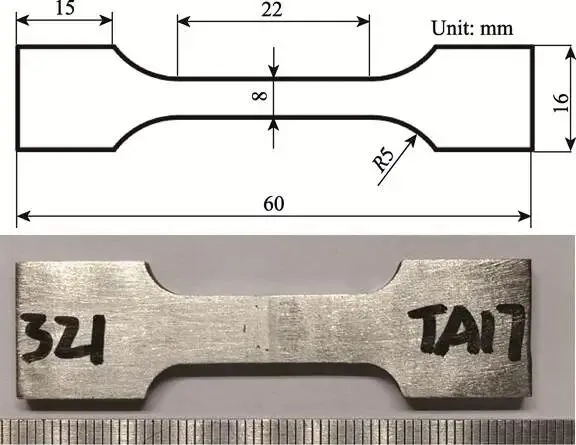
图2拉伸试样尺寸
Fig.2 Tensile specimen size
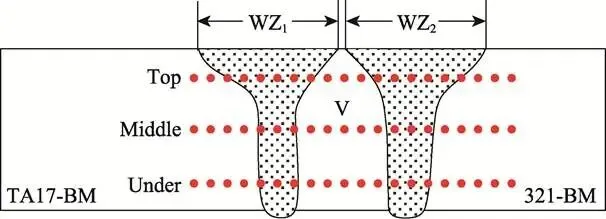
图3显微硬度测试示意图
Fig.3 Schematic diagram of microhardness test
2 结果与分析
2.1 接头宏观形貌
图4为TA17钛合金/321SS双道激光焊接头宏观形貌。可以看出,接头由TA17钛合金母材(区域Ⅰ)、TA17钛合金热影响区(区域Ⅱ)、TA17-V熔合区WZ1(区域Ⅲ)、未熔钒层(区域Ⅳ)、321SS-V熔合区WZ2(区域Ⅴ)和321不锈钢母材(区域Ⅵ)6个区域组成。其中,激光焊熔合区WZ1、WZ2呈现出“上宽下窄”的“丁”字型特征。仔细观察接头横截面宏观形貌还可以发现,钒中间层很好地发挥了过渡的作用——钒中间层未全部熔化,且未熔钒层两侧的熔合区WZ1和WZ2在厚度方向上均没有直接接触;此外,在接头内部各个区域中未观察到裂纹、气孔、未焊透等缺陷,两侧熔合区与未熔钒层的界线很明显,接头成形质量总体较好,表明TA17钛合金-钒-321不锈钢之间通过双道激光焊实现了良好的冶金结合。
图5为接头宏观形貌的局部放大图,其中,图5a为未熔钒层上部。经测量,未熔钒层上、中、下部的宽度分别为0.68、2.93、2.50 mm(见表3),进一步说明了钒中间层将两侧母材完全隔开,在厚度方
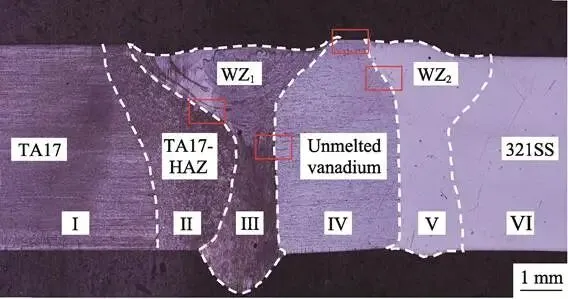
图4 TA17钛合金/321SS双道激光焊接头宏观形貌
Fig.4 Macrostructure of double-pass laser welded TA17/V/321SS joint
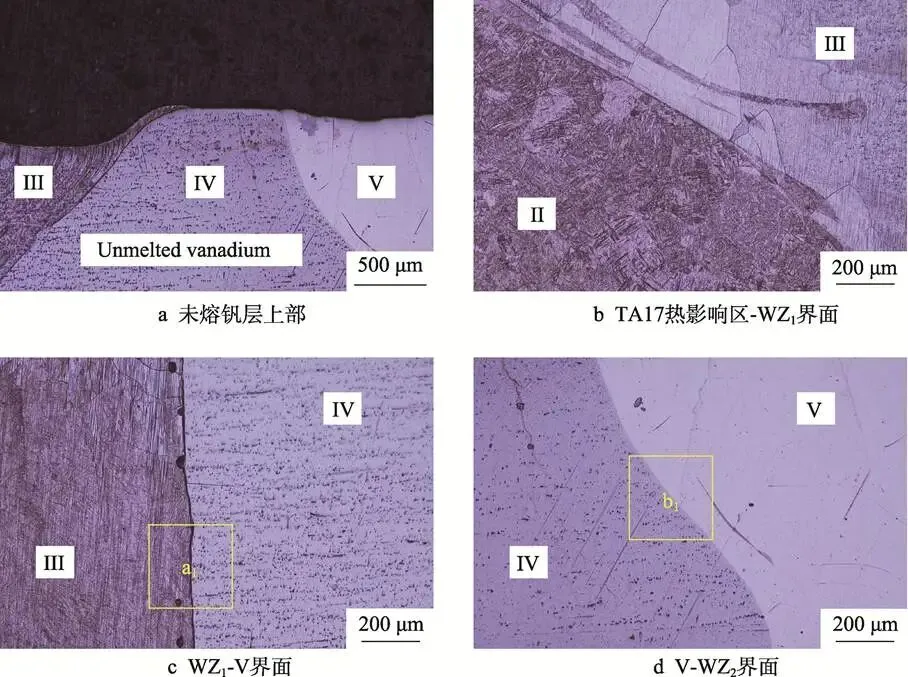
图5 横截面形貌局部放大图
Fig.5 Partially enlarged image of cross-sectional morphology: a) upper part of the unmelted vanadium layer; b) TA17 heat-affected zone-WZ1 interface; c) WZ1-vanadium interface; d) vanadium-WZ2 interface
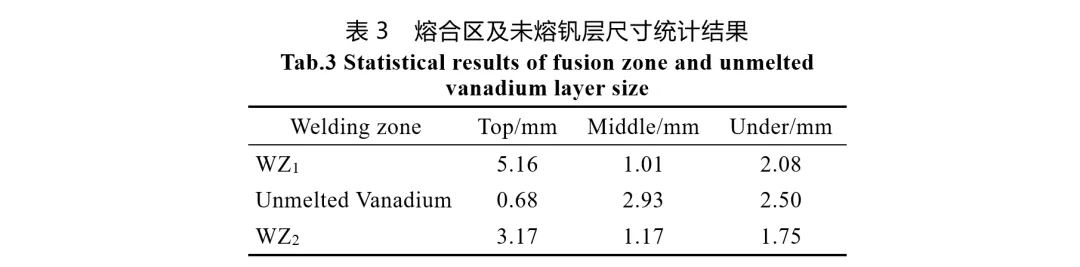
向上阻隔了Ti、Fe元素的直接接触,从而有效避免了Ti-Fe化合物的生成。此外,对比表3数据发现,两侧熔合区尺寸差别较大,尤其在熔合区上部,WZ1的宽度仍明显大于WZ2区的宽度。这是因为第一道激光焊接时激光束聚焦在钛合金侧,由于钒中间层较窄,第一次焊接过程中的热量传导对不锈钢侧母材有着较大影响,使得在不锈钢侧进行第二次焊接时仅需要较少的热输入便能熔化母材。因此,钛侧的激光功率(4.1 kW)大于不锈钢侧的(3.6 kW),相应的熔合区WZ1的宽度大于WZ2区的宽度。
2.2 显微组织
2.2.1 WZ1-V界面显微组织
为了明确界面处的元素分布情况,对图5c中WZ1-V界面的特定区域进行EDS面扫描分析,各元素分布情况如图6所示。由图6的SEM图像可以看出,熔合区WZ1(即区域Ⅲ)与未熔钒层(即区域Ⅳ)界线清晰,两侧组织分布均匀;在对熔合区WZ1进行扫描时,并未检测出Fe元素,同时在界面处也没有观察到裂纹缺陷存在。值得注意的是,钒层中弥散分布着细小的黑色不规则颗粒状组织,其形态特征与钒基体的差异较大。通过元素定量分析可知,该界面层的元素组成(原子数分数)包含39.11%的Ti、56.80%的V以及4.08%的Al。结合元素分布图进一步分析发现,Ti与V在界面处呈现出互扩散特征,但是这种互扩散并不明显,在激光束热源的驱动作用下,V元素会从钒层向钛侧熔合区WZ1扩散,使得熔合区WZ1中包含了Ti、Al以及少量均匀分布的V元素;而Ti元素向V层迁移的数量相对较少,以至于在钒层中几乎只存在V元素。
为进一步分析WZ1-V界面处的微观组织,对界面层进行了EDS元素点扫描及线扫描分析,分析结果如图7a3及表4所示。从图7的EDS线扫描图可以看出,WZ1中Ti、Al、V元素分布均匀,3种元素的平均含量(原子数分数)分别为72.44%、6.96%、20.60%。进一步观察发现,WZ1区与钒层之间存在一个扩散区(Diffusion Zone),扩散区宽度约为30 μm。
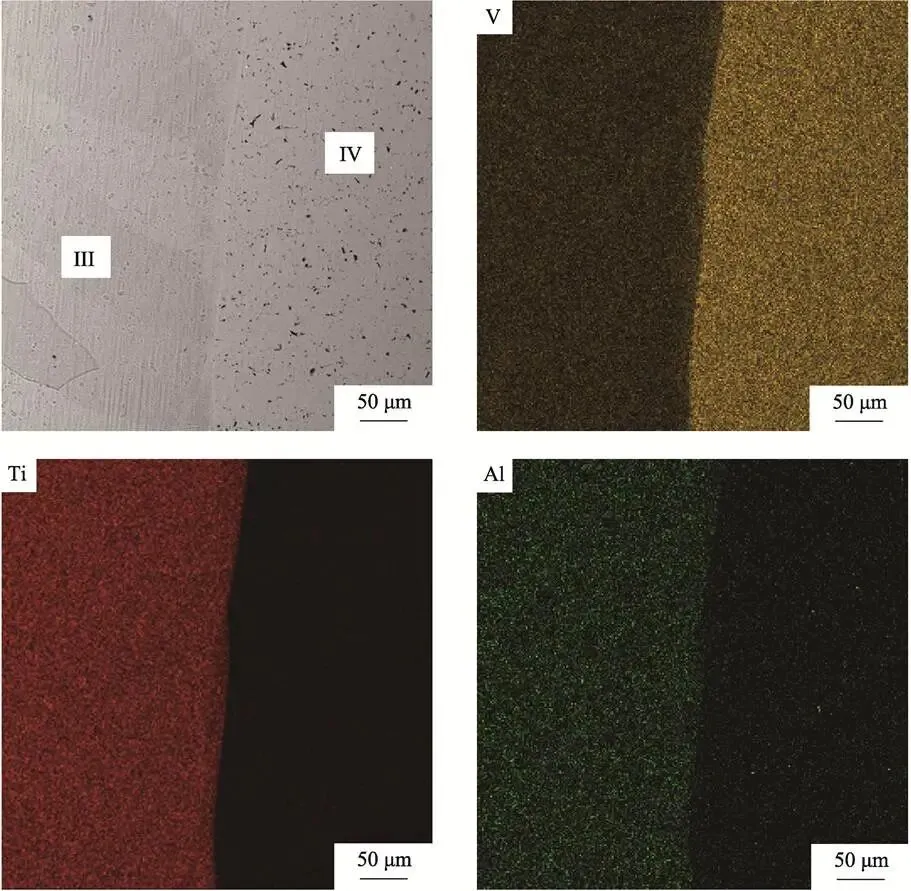
图6 WZ1-V界面EDS面扫描结果
Fig.6 EDS surface scanning results on the WZ1-V interface
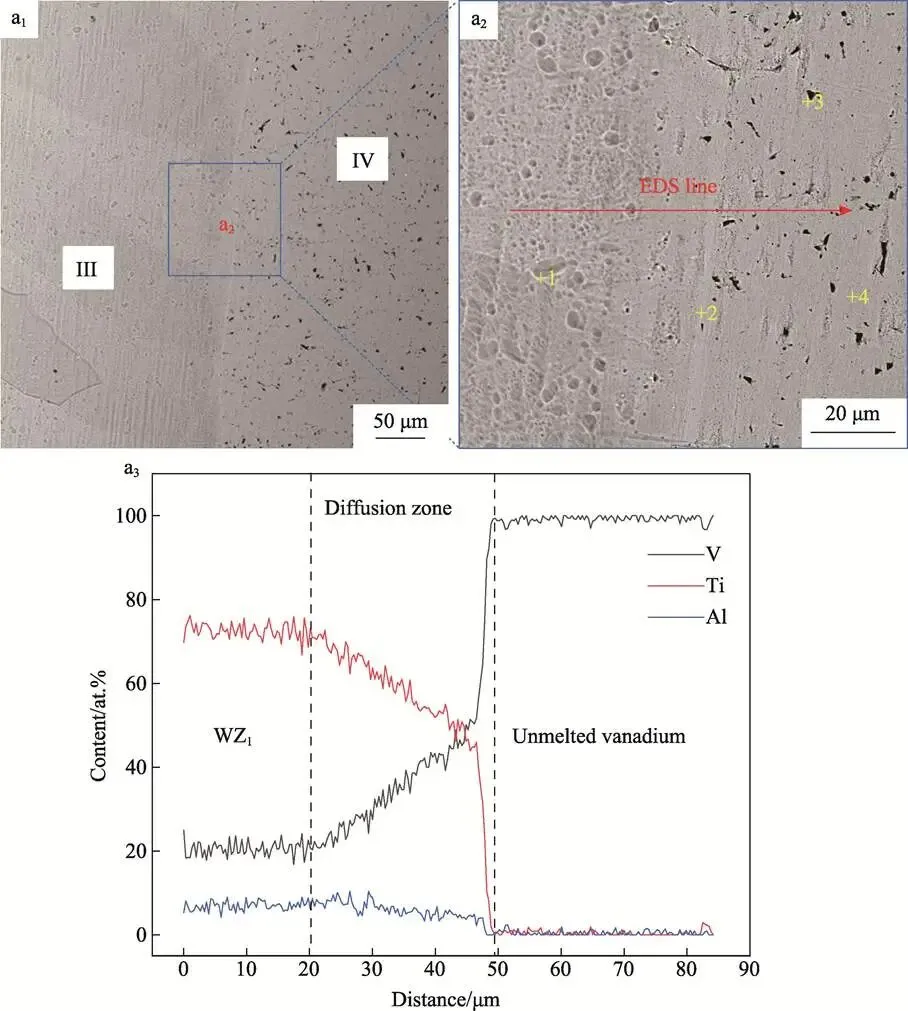
图7 WZ1-V界面处EDS元素分布及线扫描曲线图
Fig.7 EDS element distribution and line scanning curve at WZ1-V interface
观察线扫描图像发现,V元素浓度曲线由钒层缓慢降低至WZ1侧的扩散区中,且V元素在扩散区内部产生富集现象。EDS点分析测得WZ1内点1中的Ti元素含量(原子数分数)为66.90%,V元素含量(原子数分数)为22.83%,由Ti-V二元相图[25]可知,当V元素含量(原子数分数)为18%~80%时,Ti与V之间会形成连续的BCC(βTi, V)固溶体。因此,可以确定WZ1扩散区中的主要微观组织为(βTi,V)固溶体。在钒层中,测得的V元素平均含量(原子数分数)约为99.20%,Al元素含量(原子数分数)约为0.42%,Ti元素含量(原子数分数)约为0.38%,结合点4的EDS点扫描结果可知,V元素的原子数分数为99.54%,分析认为,钒层中仍为钒基体,未形成其他固溶体相,Ti、V 2种元素在界面处的梯度变化与EDS面扫描结果一致。
对钒层中的黑色不规则块状组织(点3)进行EDS点扫描分析,测得的V元素原子数分数为86.12%,C元素原子数分数为13.61%,分析认为,该组织为碳化钒(VC)颗粒。结合钒中间层熔化情况,在第二道激光焊接结束后,321不锈钢(321SS中含C约0.08%,质量分数)中的C元素极难通过未熔钒层扩散至Ti侧。因此,钒层中碳化钒颗粒的形成主要源于双道激光焊接过程中的二次热循环作用——在激光热源的驱动下,钒中间层中的杂质碳元素析出,并与熔融态钒发生反应,最终生成不规则块状碳化钒颗粒[26]。
2.2.2 V-WZ2界面显微组织
图8为不锈钢侧V-WZ2界面特定区域的EDS面扫描分析图。从图8的SEM图像可以看出,钒层(区域Ⅳ)与熔合区WZ2(区域Ⅴ)界面清晰,两侧组织分布均匀,且在WZ2中未检测出Ti元素,在界面层未观察到裂纹缺陷;此外,钒层内同样出现了弥散分布的黑色不规则颗粒状组织。通过元素定量分析可知,该界面层的元素组成(原子数分数)包含58.76%的V、39.11%的Fe、7.52%的Cr以及3.35%的Ni。结合元素分布图发现,Fe与V在界面处具有一定的互扩散行为——Fe元素在熔合区内大量富集,向钒层扩散数量极少;相比之下,V元素从钒层向SS侧迁移数量较多,使得熔合区WZ2中除了Fe、Ni、Cr 3种元素,还有少量均匀分布的V元素。
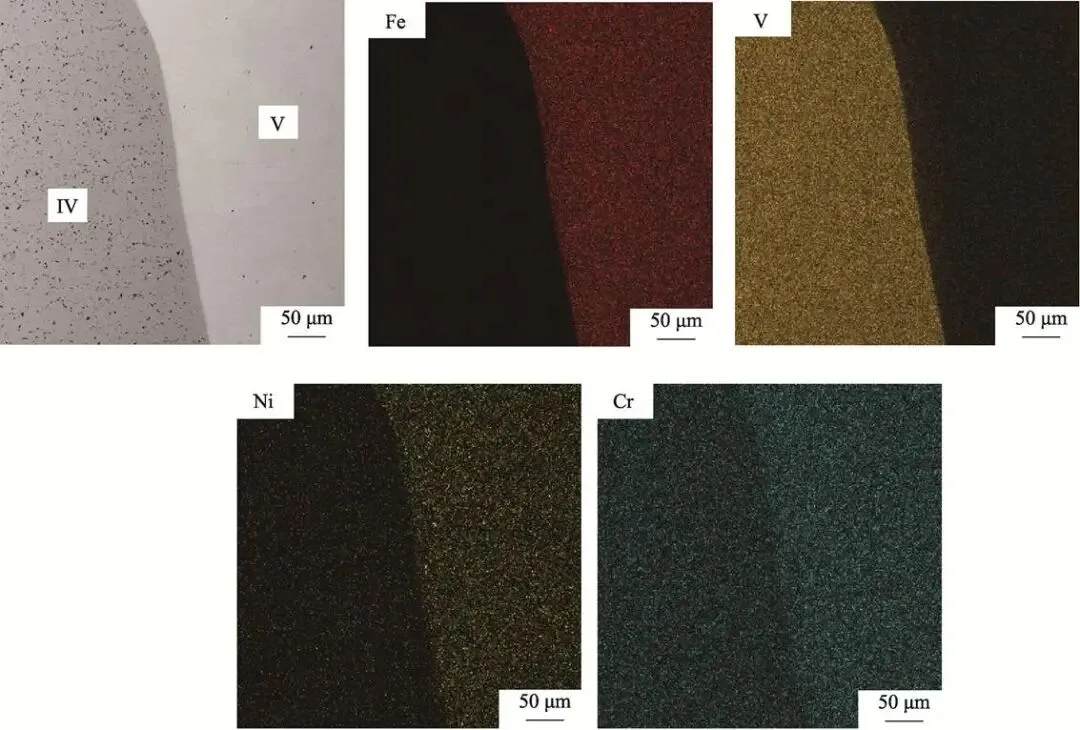
图8 V-WZ2界面EDS面扫描结果
Fig.8 EDS map scanning results of V-WZ2 interface
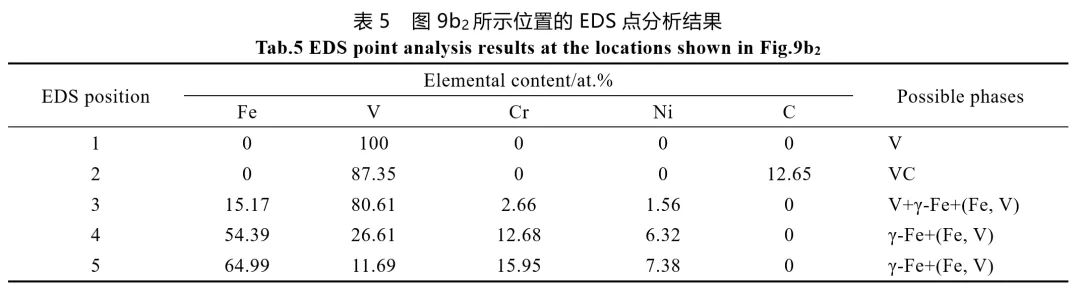
V-WZ2界面处的EDS元素点、线扫描分析结果分别如图9及表5所示。从图9b3的EDS线扫描图中可以看出,未熔钒层与WZ1区之间同样形成了宽度约30 μm的扩散区;在扩散区内,V元素含量急剧下降,Fe元素含量上升,Ni、Cr元素浓度变化较小。为了进一步明确扩散区内部的组织组成及微观组织转变,在扩散区内部选取点4、点5进行EDS点扫描分析。测得点4中Fe、V、Cr、Ni的原子数分数分别为54.39%、26.61%、12.68%、6.32%;点5中Fe、V、Cr、Ni的原子数分数分别为64.99%、11.69%、15.95%、7.38%。分析认为,由于V元素的扩散作用,扩散层内的微观组织发生转变。由Fe-V二元相图[25]可知,当V原子数分数为50%左右时,(Fe, V)固溶体相极不稳定,可转变为脆性σ相(Fe, V);而当V元素原子数分数为34%~60%时,σ相在Fe-V二元体系下较容易形成。上述2个特征点(点4、5)中的V元素原子数分数均低于34%,因此,可以认为,随着V元素含量上升,部分γ-Fe转变为了(Fe, V)铁基固溶体,而不是σ相(Fe, V),扩散区内部组织则由γ-Fe和(Fe, V)铁基固溶体组成;并且,越靠近V-WZ2界面层,V元素浓度越高,(Fe, V)固溶体数量越多。对钒层中的黑色不规则颗粒(点2)进行EDS点扫描分析,测得的V元素原子数分数为87.35%,C元素的原子数分数为12.65%,结合钛侧熔合区WZ1的EDS点扫描结果,分析认为,该组织仍为碳化钒(VC)颗粒。
2.3 力学性能
2.3.1 显微硬度
图10为TA17钛合金/321SS接头显微硬度分布曲线。纵向对比硬度分布图发现,接头各区域上、中、下部的硬度值基本相同;此外,由于熔合区WZ1、WZ2和未熔钒层在厚度方向上的尺寸不同(表3),接头上、中、下部的硬度区间存在较大差异。横向对比硬度分布图发现,TA17钛合金母材(区域Ⅰ)和321不锈钢母材(区域Ⅵ)的平均硬度分别为280.6HV和187.0HV;钒层硬度最低,平均硬度约为85.9HV。首先,纯钒本身的硬度并不高,不到100HV;其次,在双道激光焊的作用下,虽然钒层未完全熔化,但是钒作为中间层经历了2次焊接热循环过程,内部组织软化较严重,因此硬度最低。
进一步对比发现,在钛合金侧,Ti-V熔合区WZ1平均硬度(229.6HV)低于钛合金母材硬度。分析认为,TA17为α+β双相钛合金,其中,α相是钛在低温下的稳定相,具有密排六方(HCP)晶体结构,原子排列紧密,位错运动相对困难,一般硬度较高;而β相是钛在高温下的稳定相,具有体心立方(BCC)晶体结构,其原子排列的紧密程度不如α相,位错运动相对容易一些,所以β相本身硬度通常低于α相。在第一道激光焊接时,Ti-V熔合区内部温度远高于β相转变温度,焊后冷却时,WZ1内部组织几乎全部转变为β相;又由于V元素的扩散,WZ1中形成了(βTi, V)固溶体组织,导致接头硬度进一步降低。因此,熔合区WZ1硬度低于钛合金母材硬度。在不锈钢侧,SS-V熔合区WZ2平均硬度(277.2HV)高于不锈钢母材硬度。根据V-WZ2界面EDS点扫描分析结果,由于V元素的扩散,WZ2中除了γ-Fe外还可能存在部分(Fe, V)铁基固溶体,如Fe2V、Fe3V等,这类固溶体硬度一般较高,因此WZ2硬度高于不锈钢母材硬度。
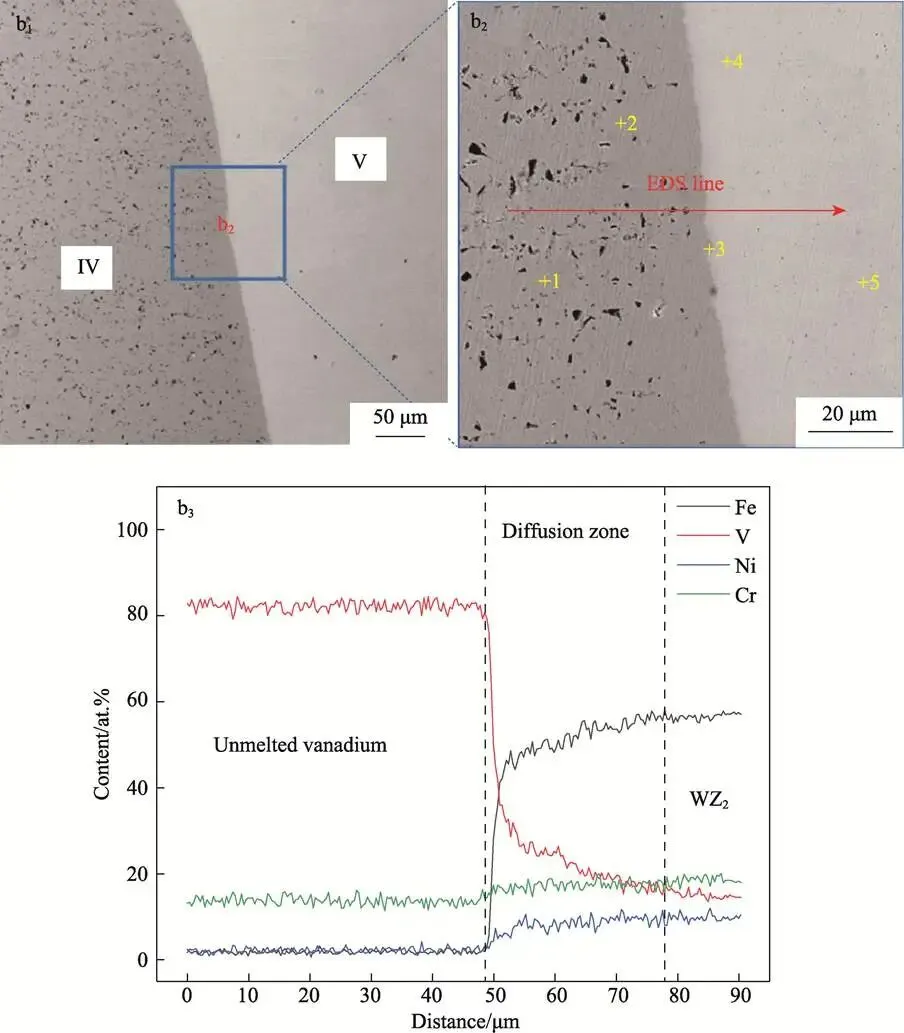
图9V-WZ2界面处EDS元素分布及线扫描曲线图
Fig.9 EDS element distribution and line scanning curve diagram at V-WZ2interface
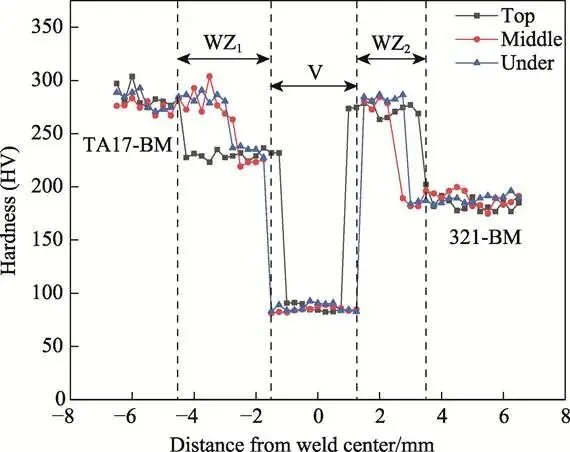
图10 TA17钛合金/321SS双道激光焊接头显微硬度分布图
Fig.10 Microhardness distribution of TA17 titanium alloy/321SS double-pass laser welded joint
2.3.2 拉伸性能
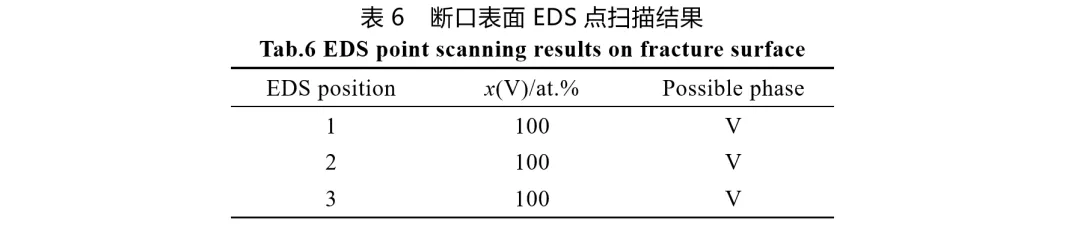
图11为TA17钛合金/321SS接头拉伸试验结果。可以看出,接头的拉伸强度最高达到330.6 MPa,且接头断裂位置在钒层。仔细观察图11b发现,在接头断裂位置处,钒层被明显拉伸,发生塑性变形,熔合区WZ1、WZ2没有明显变形行为。对拉伸试样断口进行观察,结果如图12所示,断口表面EDS点扫描结果见表6。从图12a2所示断口SEM图像中可以看出,断口表面有大量的撕裂脊出现,整个断口表面未观察到明显的韧窝状结构。结合EDS点分析结果可知,接头的断裂模式为韧性断裂。
经过深入分析,TA17钛合金/321SS双道激光焊接头拉伸试样在钒中间层断裂有以下三方面原因。从焊接热循环影响来看,在双道激光焊接过程中,尽管两道激光束均向母材侧有一定的偏移,但钒中间层仍难以避免承受2次焊接热循环的作用,如图13所示。此外,第一道激光焊接位置在Ti-V界面处,激光功率为4.1 kW,而第二道在SS-V界面处,激光功率为3.6 kW,激光功率的差异使焊后钒层内部产生了较大的热量梯度,导致钒层内部晶粒在经历2次加热后出现了不对称生长的现象,钒层内部组织软化(平均硬度约为85.9HV)。其次,由WZ1-V界面及V-WZ2界面处的EDS点分析结果可知,钒层内部出现了黑色不规则块状组织,经分析确定为VC颗粒。由于VC颗粒的性质与钒基体存在较大差异,因此其极有可能成为裂纹源,从而加剧了钒层的断裂。同样,从界面冶金结合的角度分析,2处熔合区与钒层之间均形成了良好的冶金结合,在熔合区与钒层界面的SEM图像中未观察到诸如裂纹、气孔等缺陷。此外,2处界面层的EDS面扫描结果也表明,V元素向两侧熔合区扩散的数量均较多,并且在界面扩散区出现富集现象,在两侧扩散区内弥散分布着(βTi, V)固溶体及(Fe, V)铁基固溶体。这些固溶体相的形成在一定程度上增强了界面的冶金结合强度,使得在拉伸过程中,钒中间层相比于界面区域更容易成为薄弱环节而率先发生断裂。
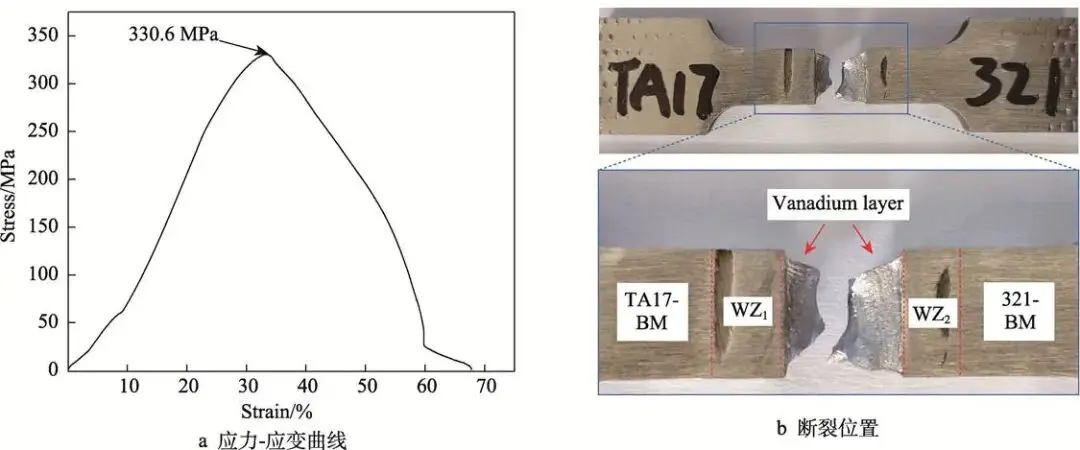
图11TA17钛合金/321SS双道激光焊接头力学性能
Fig.11 Mechanical properties of double-pass laser welded TA17 titanium alloy/321SS joint: a) stress-strain curve; b) fracture location
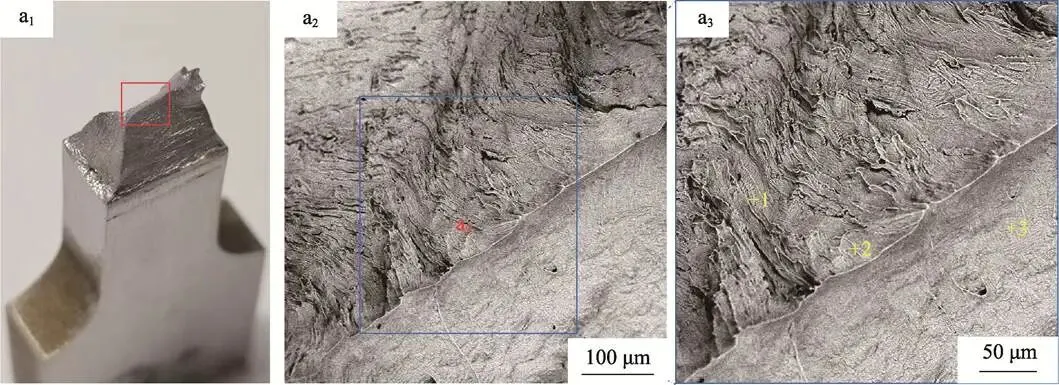
图12 断口微观形貌
Fig.12 Microscopic morphology of the fracture
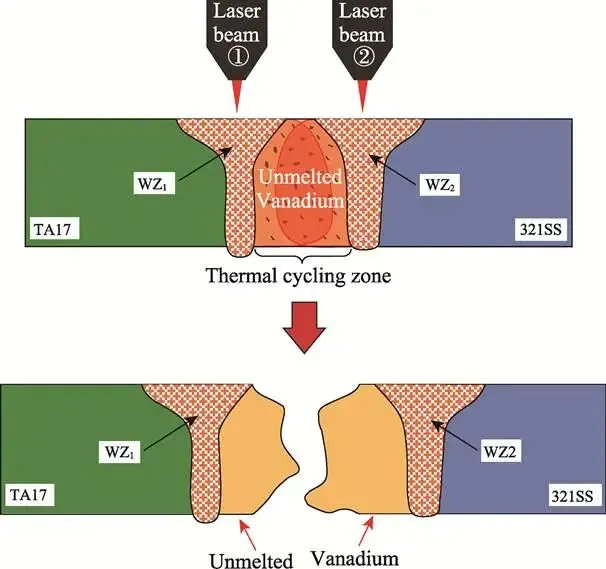
图13 接头断裂示意图
Fig.13 Schematic diagram of joint fracture
3 结论
1)通过双道激光焊接工艺,成功实现了以纯钒为中间层的5 mm厚TA17钛合金与321不锈钢连接,接头成形质量良好,内部无裂纹、气孔、未焊透等缺陷。钒中间层起到了良好的过渡作用,在厚度方向上有效隔开了两侧母材,避免了Ti-Fe脆性金属间化合物的生成。
2)在显微组织方面,WZ1-V界面和V-WZ2界面均存在元素互扩散现象,并在熔合区内部形成了V元素扩散区,WZ1扩散区中的主要微观组织为(βTi, V)固溶体,WZ2扩散区内部组织由γ-Fe和(Fe, V)铁基固溶体组成。此外,钒层内部出现了不规则块状碳化钒(VC)颗粒,其形成与焊接热循环过程中杂质C元素的析出有关。
3)接头力学性能呈现出特定规律。在硬度方面,接头各区域上、中、下部的硬度值基本相同,但硬度区间存在较大差异。此外,WZ1平均硬度低于钛合金母材硬度,WZ2平均硬度高于不锈钢母材硬度;在拉伸性能方面,接头拉伸强度最高达330.6 MPa,断裂位置在钒层。这是因为在双道激光焊作用下,钒层经过2次热循环,内部组织软化,且钒层内部形成的VC颗粒使钒层在拉伸时更易断裂。