为获得高质量的金刚石和科瓦合金钎焊接头,南昌大学先进制造学院李玉龙老师课题组进行了系统性工作。首先,AgCuTi填充合金用于金刚石的真空钎焊至科瓦合金,系统地分析了接头的微观结构,阐明了形成机制。随后,研究了钎焊温度对接头微观结构和剪切强度的影响,并确立了微观结构演化与剪切强度之间的相关性。
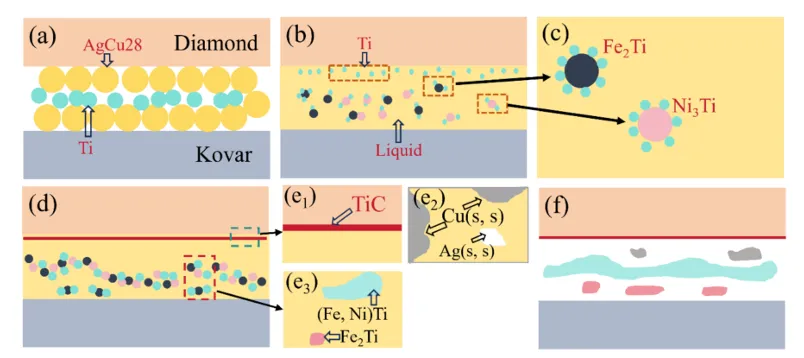
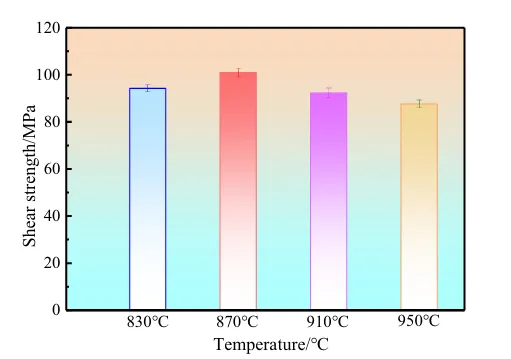
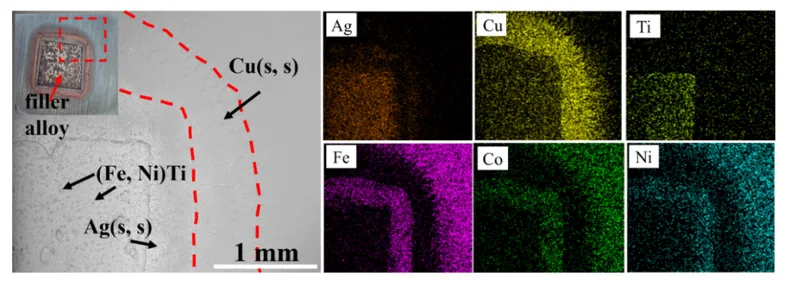
结果表明,AgCuTi填充合金在金刚石基底上表现出优异的润湿性,接触角(θ)为2.7°。金刚石/科瓦钎焊接头的微观结构特征为金刚石/TiC+Ag(s, s) + Cu(s, s) + Fe₂Ti + Ni₃Ti/Kovar。在870°C时,最大剪切强度为100.94兆帕,保持时间为5分钟。随着焊接温度的升高,(Fe, Ni)Ti反应层加厚,脆性金属间化合物(IMCs)Fe₂Ti和Ni₃Ti的带状结构变宽。这种微观结构演化最初增强了剪切强度,但最终由于IMCs过度生成导致剪切强度下降。
太赫兹行波管(TWT)及其他真空电子设备广泛应用于通信、雷达和电子对抗系统。作为行波管的关键组成部分,能量传输窗口促进了微波或电磁波在器件内外之间的传输。它在确保真空密封同时最小化传动损耗方面发挥着关键作用,从而提升输出功率和可靠性。
随着太赫兹行波管(TWT)技术的发展,原材料和制造工艺的需求也随之提高,尤其是用于能量传输窗的窗户材料。目前,常用的窗户材料如陶瓷、玻璃和宝石越来越不足以满足高性能太赫兹行空管的需求。近年来,微波等离子体化学气相沉积(CVD)技术的进步促进了钻石薄膜的发展。目前,金刚石薄膜的损耗因子接近氧化铍(BeO),其弯曲强度(500 MPa)远高于BeO(160 MPa)。这使得能够制造更薄的窗户,从而延长了行波波管的带宽。此外,金刚石薄膜优异的热导率使其在传输高功率微波时能够承受更高的能量密度。因此,钻石因其高硬度、优越的断裂强度、低介电常数和低介电损耗,成为制备太赫兹真空电子器件的理想材料。目前,美国等发达国家已在先进应用中采用钻石作为太赫兹行波管的窗材料。然而,钻石窗与其框架之间的钎焊过程中仍存在若干挑战。这些挑战包括金刚石在高温下易石化、钎焊界面上脆性金属间化合物对接头强度的不利影响,以及残余应力的集中。所有这些因素都限制了钎焊质量,阻碍了器件性能的进一步提升。
科瓦合金具有一系列优异性能,如良好的机械性能和可加工性。陶瓷、金刚石及其他材料常用于科瓦合金的钎焊,但在钎焊过程中会出现一些问题。例如,金刚石的热膨胀系数较小,且在钎焊过程中,界面在热应力下容易形成微裂纹或断裂。冷却过程中会产生残余应力,降低接头强度。这些挑战推动了探索促进活性元素与金刚石薄膜反应的直接钎焊方法的努力,目标是实现可靠的密封。
作为金刚石和科瓦之间的连接材料,填充合金必须能够与两者相互作用。因此,用于钎焊钻石和科瓦合金接头的填充合金应含有活性元素,如钛、钼、铬。活性元素与碳元素反应形成碳化物层,促进填充合金在金刚石表面的润湿,从而确保整个钎焊过程的实现。Ti通常作为活跃元素被引入。基于AgCu的填充合金具有良好的塑性,其钎焊温度低于镍基或铜基合金。
图 1. 金刚石的表面粗糙度
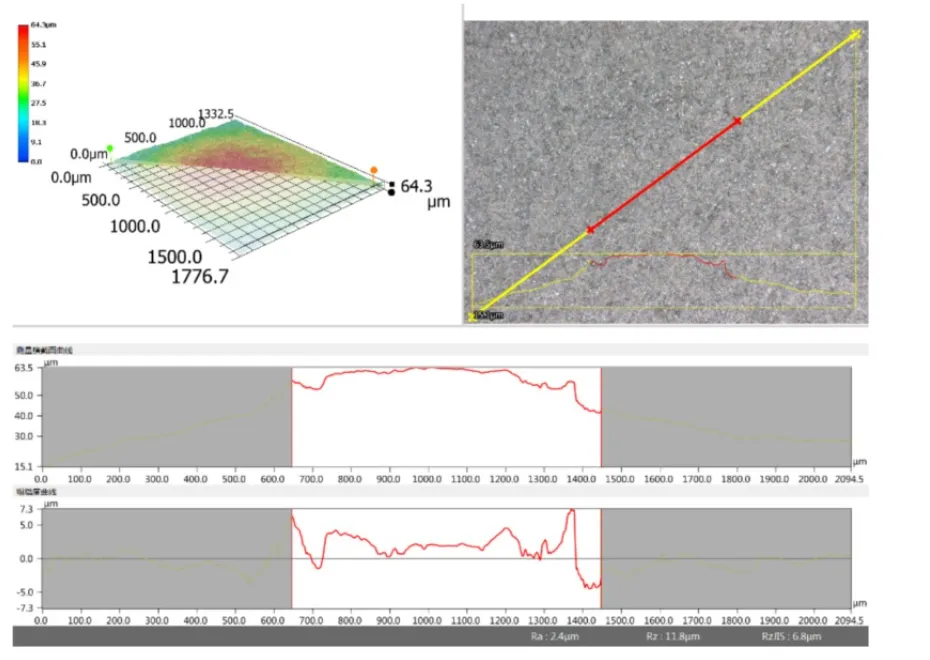
图2. (a) AgCu 填料合金的显微组织,(b) AgCuTi 填料合金的显微组织
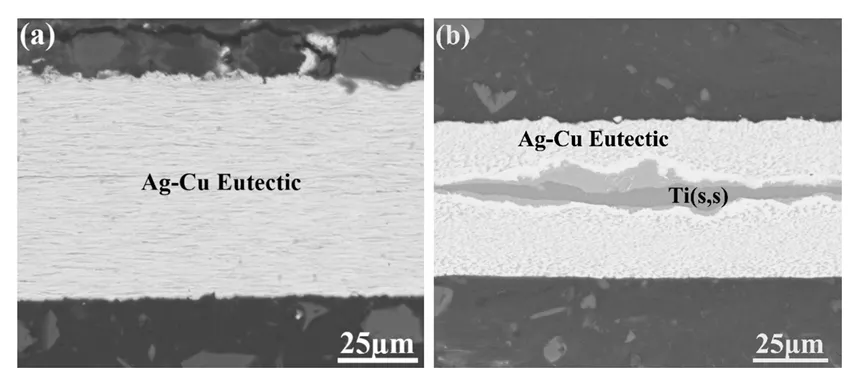
图3. 填充合金的DSC曲线
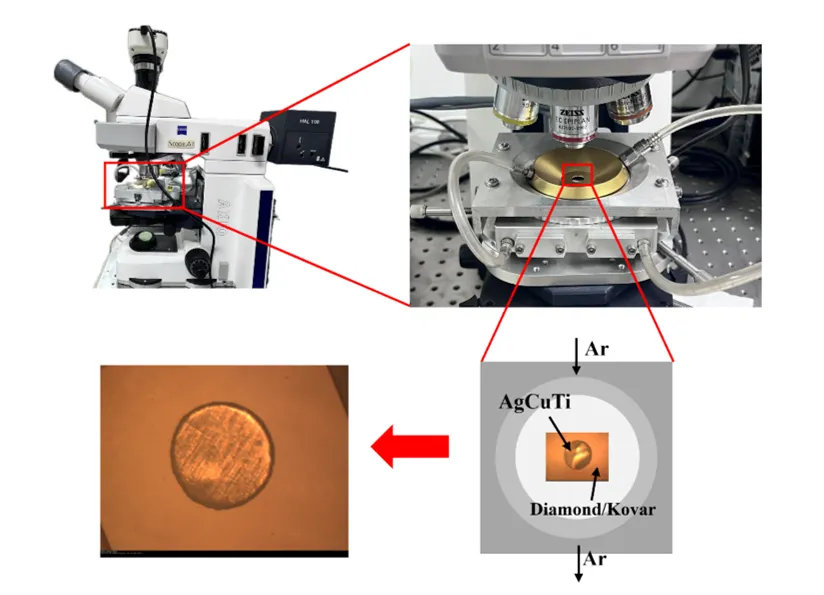
图4. 热桌装置
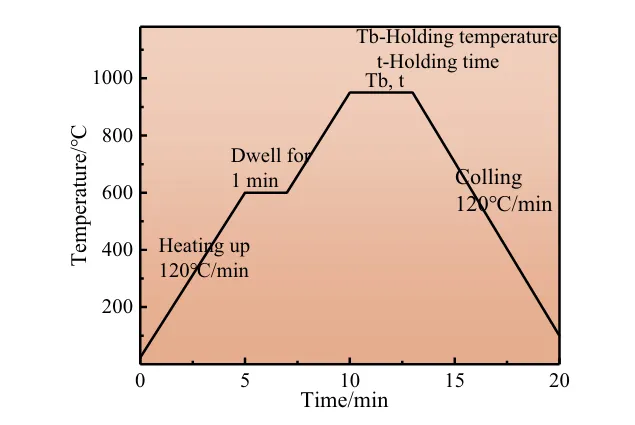
图5. 湿润和扩展测试的温度曲线
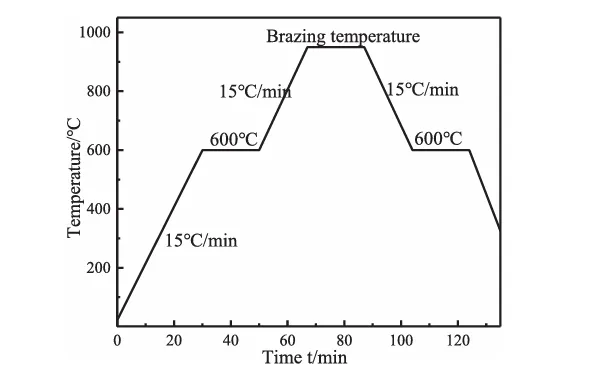
图6. 钎焊工艺示意图
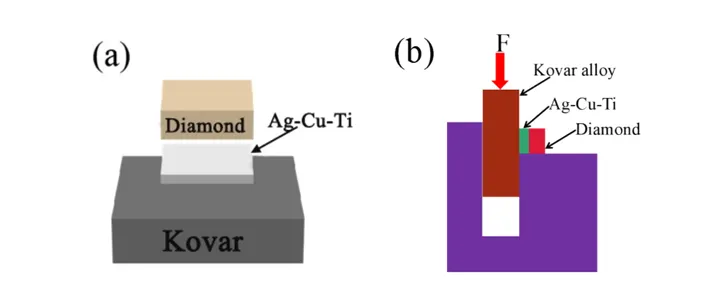
图7. (a) 装配图, (b) 剪切强度试验示意图
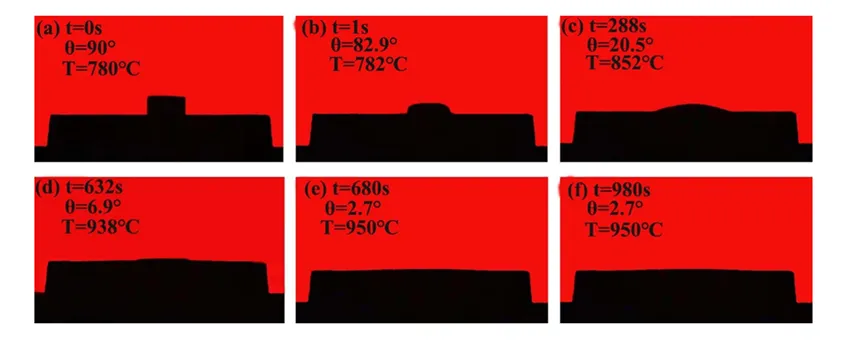
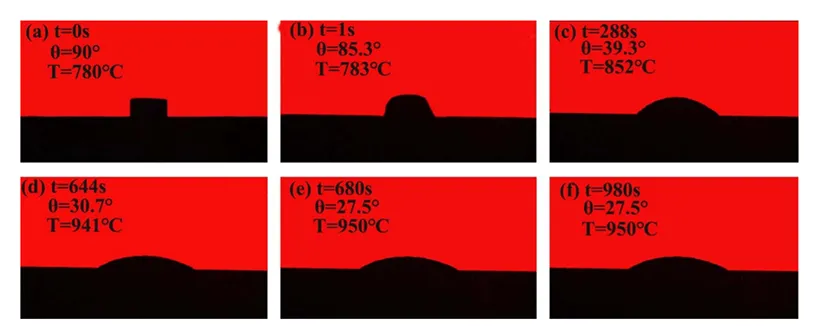
图 8. AgCuTi 填充合金在 950 ◦C 下对多晶金刚石基底的润湿角 (a)–(f)
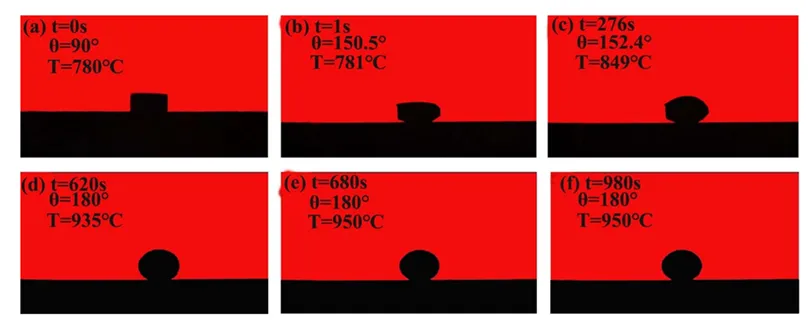
图9. 950℃下AgCu焊料合金在多晶金刚石基底上的润湿角 (a)–(f)
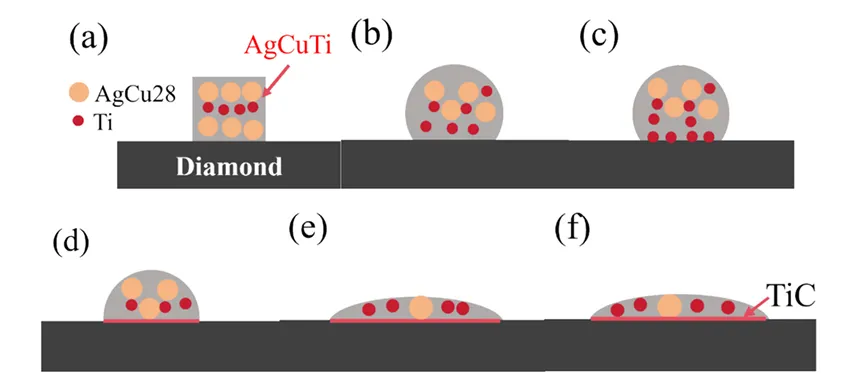
图10. AgCuTi/金刚石反应润湿的示意图
图11. AgCuTi 锡基合金在 950°C 下对科瓦尔的润湿角 (a)–(f)
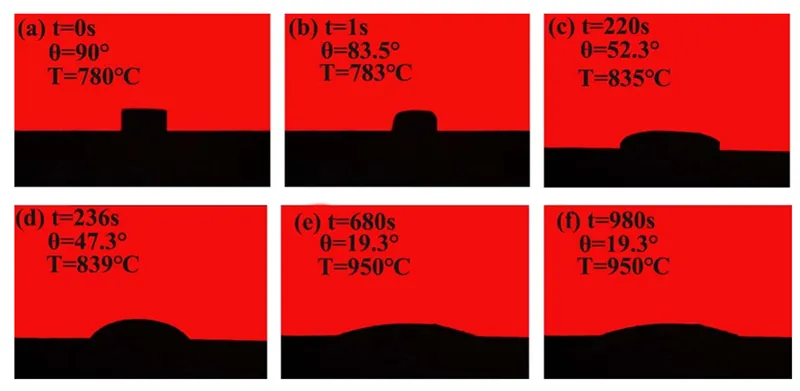
图12. AgCu 焊料合金在 950 ℃ 下对 Kovar 基板的润湿角 (a)–(f)
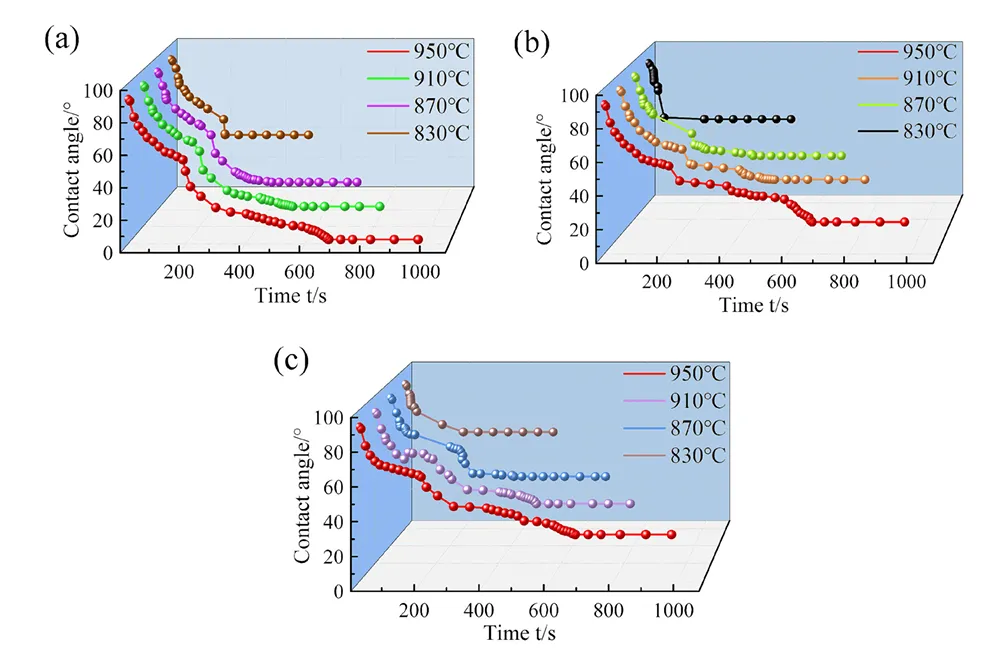
图13. 填料合金在基板上的接触角及时间演变: (a) AgCuTi/金刚石, (b) AgCuTi/科瓦尔, (c) AgCu/科瓦尔
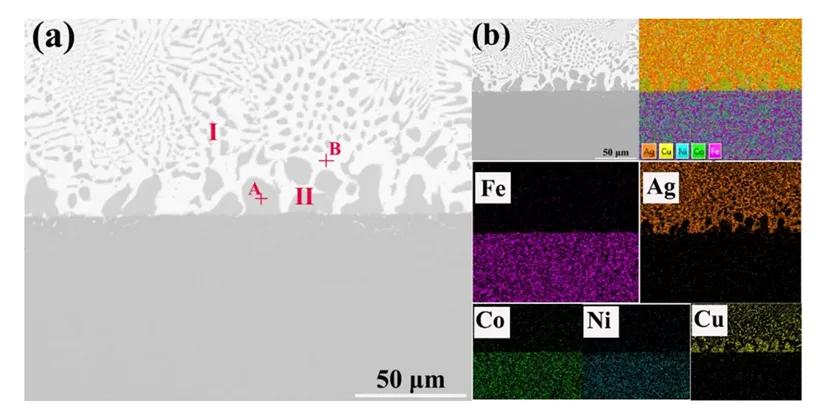
图14. AgCu 焊料在 Kovar 基板上的横截面显微组织: (a) AgCu 焊料润湿界面示意图, (b) a) 中的 EDS 表面扫描图
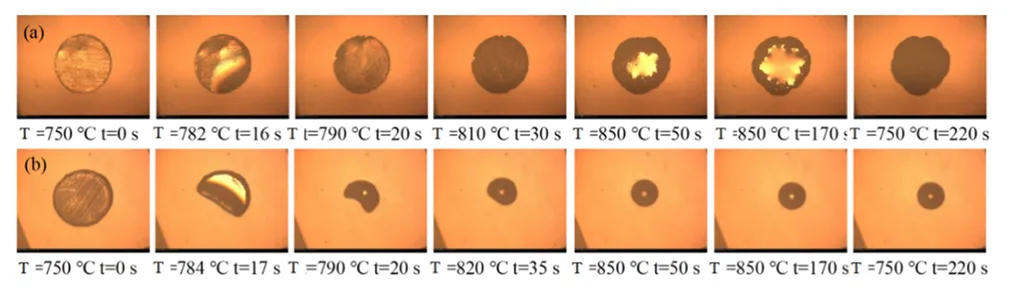
图15. 系统在Ar中润湿的典型瞬时帧顶视图像序列: (a) AgCuTi/金刚石; (b) AgCu/金刚石
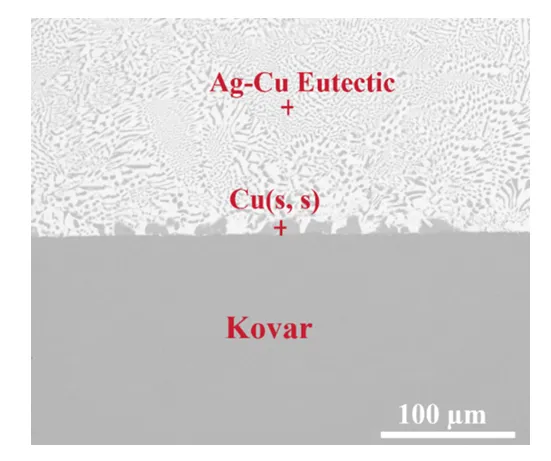
图17. Ar气氛下AgCu/kovar润湿界面的显微组织
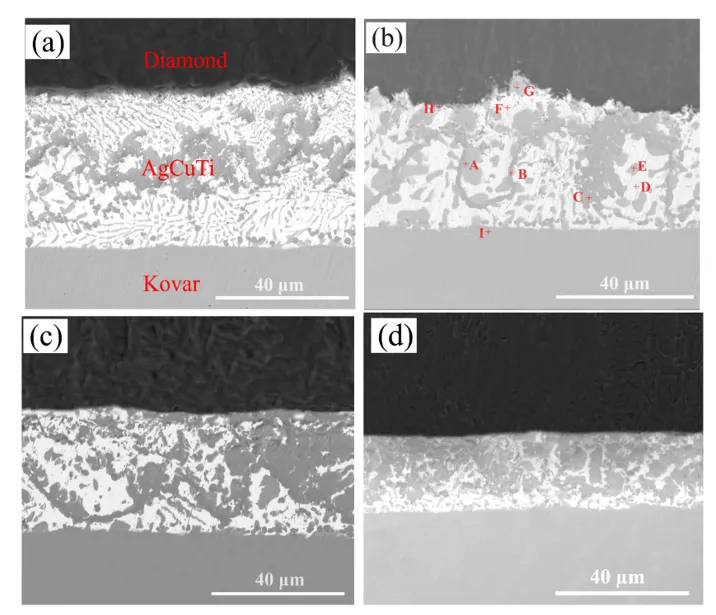
图18. 不同温度下金刚石/AgCuTi/科瓦合金接头界面的显微组织:(a) 830◦C;(b) 870◦C;(c) 910◦C;(d) 950◦C
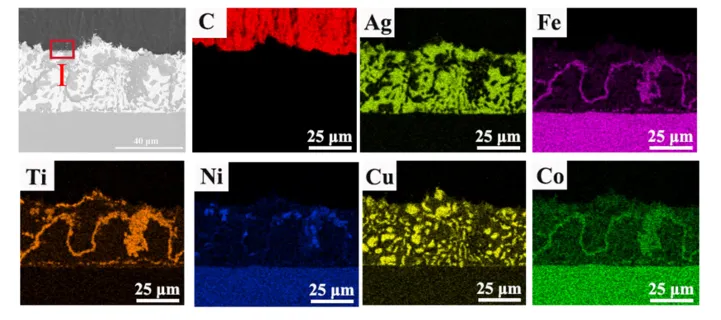
图19. 金刚石/AgCuTi/科瓦合金钎焊接头的界面
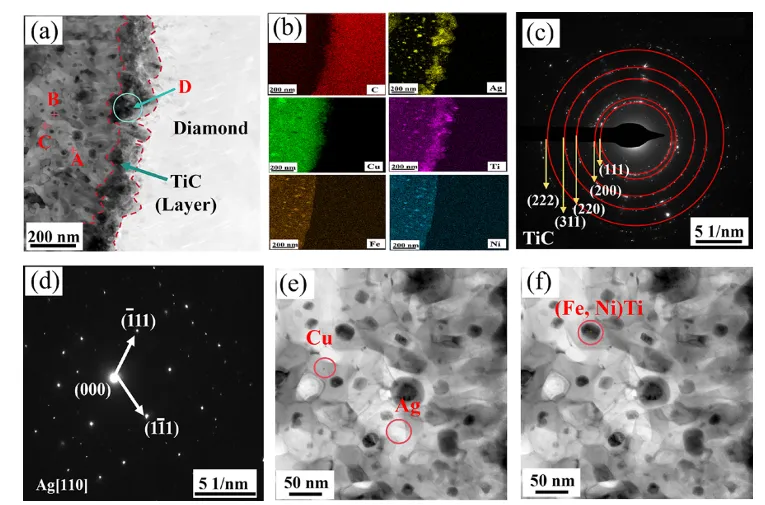
图21. 菱形/填充合金界面的TEM结果:(a) 菱形/钎料界面的TEM形貌;(b) a)中元素分布;(c) TiC的SAED图案;(d) Ag的SAED图案;(e) 和(f) 点A、点B和点C的STEM图像
图22. 金刚石/AgCuTi/科华合金接头形成机制示意图:(a) 焊接前;(b) 焊料开始熔化;(c) Fe2Ti 和 Ni3Ti (d) 形成金属间化合物;(e) 界面凝固;(f) 接头的最终形态
图23. 不同温度下金刚石/AgCuTi/科瓦合金的剪切强度
图24. 金刚石/AgCuTi/科瓦合金钎焊接头在870°C下加热5分钟的断裂形貌
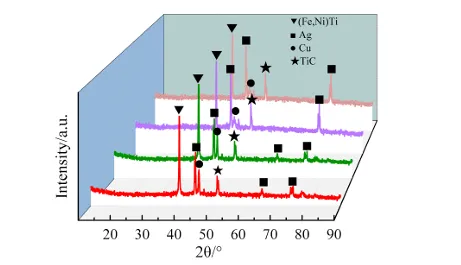
图25. 不同温度下加热5分钟的金刚石/AgCuTi/科瓦合金接头的XRD图谱
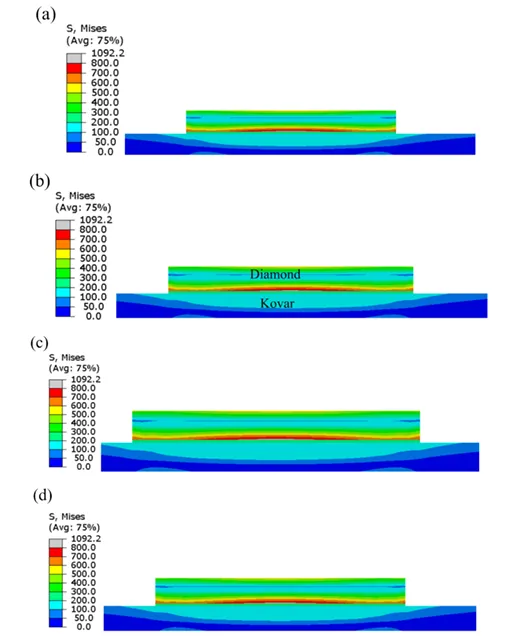
图26 金刚石/科瓦节残余应力分布:(a)830°C;(b)870°C;(c)910°C;(d)950°C
在这项工作中,金刚石与科瓦合金的结合成功实现。在真空和氩气环境条件下,研究并比较了钻石和科瓦合金基底上填充合金的润湿与扩散情况。主要结论如下:
(1)AgCuTi填充合金在润湿测试中实现了钻石接触角θ=2.7°,而AgCu填充合金则没有润湿行为。AgCu填充合金中缺乏活性元素,阻碍了与金刚石表面的反应性润湿。
(2)金刚石/科瓦钎焊接头的界面结构为金刚石/TiC+Ag(s, s) + Cu(s, s) + Fe₂Ti + Ni₃Ti/kovar。随着钎焊温度升高,Fe₂Ti和Ni₃Ti相逐渐增加。Ni₃Ti和Fe₂Ti是脆性相,其含量增加最初会增强剪切强度,但最终由于IMCs过度生成导致剪切强度下降。
(3)接头的剪切强度最初增加,随后逐渐减弱。在870°C绝缘5分钟时,接头的最大剪切强度为100.94兆帕。断口分析和有限元分析(FEA)表明最大应力集中在夹层。由于残留应力较大,夹层在剪切载荷下发生塑性变形,导致夹层内部主要发生断裂。
https://doi.org/10.1016/j.diamond.2025.112765
声明:如需全文pdf,请直接私信联系大师兄,文章出现的图片及相关数据均来源于期刊网站,供大家学习交流所用,如有侵权,请联系删除!