工艺绿色升级,固废源头减量
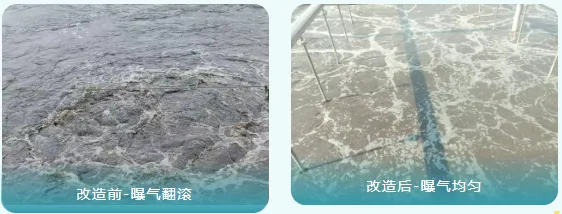
(1)可提升式曝气改造
原有生化池采用传统罗茨鼓风机+底部曝气盘,存在氧利用率低、能耗高、曝气不均等问题,导致活性污泥系统不稳定,剩余污泥量偏大,产生固废量较大。通过更换低能耗鼓风机,安装可提升式微孔曝气管,实现单组独立控制与不停产检修,以低能耗维持溶解氧稳定,保障活性污泥系统正常运行。
绿色升级改造完成后,2024年处理吨水电耗较2023年下降0.04 kW·h,按日处理7.5万吨水计算,每年节电约109.5万kW·h,折算减少CO2排放约680吨。剩余污泥排放量减少,一般工业固废产生强度由0.3424kg/吨水降至0.3170 kg/吨水,降幅7.4%,按日处理7.5万吨水计算,年减少外运污泥约70万吨。
(2)高压板框压滤改造
原有污泥脱水系统处理后泥饼含水率高达75%-80%,运输成本高、污染风险大,且未稳定化处理易引发二次污染。经持续投入,不断更新设备、优化处理流程,污泥经叠螺机脱水、混凝剂调理后,通过高压板框压滤将泥饼含水率降至60%以下。污泥含水率从80%降至60%以下,体积下降约50%,按2024年绝干污泥产生量3540吨计算,年减少湿污泥量约8850吨。
污泥再生利用 末端处置无害化
污泥定向资源化利用,与具备相应资质的新型建材生产企业签订长期协议,污泥按比例掺入页岩原料,经隧道窑烧结,产出符合GB/T 5101-2017 标准的烧结砖。2024全年约8850 t污泥全部用于制砖,资源化利用率达到100%,可替代页岩矿粉3540 t,折算节约标煤可间接减少CO2排放4000多吨。
包装循环使用 减少废弃物
推行药剂可循环包装,减少固废的产生。脂类药剂使用IBC集装吨桶进行包装配送,使用后包装吨桶回收循环使用。固体粉末药剂改为液体,由专用化学品液体罐车进行运输,卸料后返厂再次装配,形成封闭式循环物流。按每年使用2500 t液体混凝剂与1000 t液体碳源来折算,使用液体药剂后,每年可减少约2.16t废弃塑料包装袋的产生,实现了固废减量化目标。
固废严控底线 全流程合规管控
(1)一般固废
污泥处置过程监管严密,污泥不落地,产生后暂存于泥斗,然后由专用运输车辆全封闭运输。同时与运输企业和处置企业分别签订安全协议,定期抽检运输质量,跟踪处置情况,确保运输无泄漏、处置无害化。
(2)危险废物
依法签订委托处置合同,全程监督处置单位资质与能力,并掌握危废最终处置去向。通过制度约束与严格监管,确保危废收集、贮存、转移、处置全流程合法合规,无二次污染与次生废物产生,危废合规处置率100%。
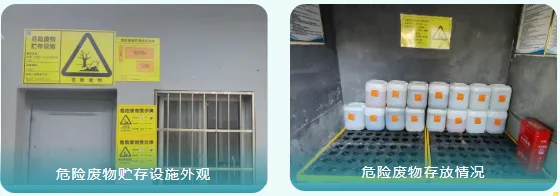
升级改造危废间,实行危险废物分类储存、独立双锁双人管理,完善防雨、防渗、防流失等措施,建立了危险废物管理制度与危险废物管理台账,结合库存适时转运,使风险降到最低。危险废物贮存设施外观危险废物存放情况
(3)其他废物
生活垃圾、厨余垃圾等其他废物,设有专门存放位置,确保日产日清、合规处置。